- 品牌
- 科瑞
- 型号
- SZKR
相比于碱性电解槽,PEM电解槽由于设备成本过高,制氢成本相对较高,但随着氢能行业的发展,氢气需求的增加,以及技术的进步,会带来PEM电解槽成本的下降,叠加可再生能源电力成本的下降和产氢数量的增加,PEM电解槽制氢成本会低于碱性电解槽。如果考虑用地面积,即土地成本,PEM电解槽更加紧凑,同等规模下PEM占地面积几乎为碱性装置的一半,在土地昂贵的地区PEM电解槽优势更加明显,结合其效率高、能耗少、响应快、负载高等优势,PEM电解槽将是未来电解制氢的主流方向甲醇裂解制氢选苏州科瑞科技。湖南国内甲醇裂解制氢
11月1日,2023国际氢能与燃料电池技术和装备及应用(上海)大会暨展览会在上海新国际博览中心盛大开幕。中集安瑞科旗下中集氢能携新品甲醇制氢橇亮相本次展会,引起国内外学者和业界人士的关注。甲醇制氢橇的下线将有助于降低氢能应用成本,推动氢能在更多领域的探索应用。据了解,氢能已逐步成为全球能源转型发展的重要途径,而甲醇作为比较理想的储氢载体,具备储运便捷、资源丰富、用途广等特点,绿色甲醇已经成为全球公认的碳中和必由之路。从技术路径来看,工业领域甲醇制氢通常有甲醇裂解制氢、甲醇部分氧化制氢和甲醇蒸气重整制氢3种途径。其中,以甲醇水蒸气重整制氢技术的氢气含量,具有过程控制简单,能量利用合理,技术成熟等优势,是当前甲醇制氢的选择。从技术路径来看,工业领域甲醇制氢通常有甲醇裂解制氢、甲醇部分氧化制氢和甲醇蒸气重整制氢3种途径。其中,以甲醇水蒸气重整制氢技术的氢气,具有过程控制简单,能量利用合理,技术成熟等优势,是当前甲醇制氢的选择。北京高科技甲醇裂解制氢推荐苏州科瑞科技制氢技术。

。绿色氢是一种零温室气体排放的氢,它是通过电解将可持续能源(风能、太阳能、水能)转化为氢来生产的。氢气已经在农场的一些过程中使用,如谷物干燥、冷却和肥料生产。实现这一目标的关键工具是电解槽。康明斯正在西班牙拉曼查和美国明尼苏达州建立新的电解槽工厂,并扩大在比利时奥埃尔和加拿大密西沙加的生产。康明斯在全球100个国家部署了600多台电解槽,并在这项技术上不断增加投资。机载存储是氢能源的关键组成部分。氢气需要压缩到可用的空间中,以存储足够的量,来满足车辆的工作循环要求。康明斯与NPROXX成立了一家合资企业,以支持OEM集成过程。储罐将具有高达700bar的压力能力。
加氢站的一些基本安全提示:
2.足够的通风和检漏系统氢气比空气轻,在发生泄漏时,它往往会上升并迅速分散。然而,适当的通风对于维持加氢站的安全环境仍然至关重要。安装足够的通风系统,以促进任何氢气泄漏的快速扩散。此外,实施可靠的泄漏检测系统,以及时识别和减轻任何潜在的泄漏,确保早期干预并防止氢气积聚。3.消防安全措施在加氢站,消防安全是重要的。您应该实施的基本消防安全措施包括安装强大的灭火系统,例如自动洒水装置或专门的氢气灭火系统。这些系统旨在迅速扑灭或控制火灾,减少其潜在影响。包括紧急关闭系统,允许在紧急情况下立即停止加氢操作或检测到泄漏或火灾。此外,将灭火器放置在整个设施易于接近的位置。这些灭火器应专门用于易燃气体,包括氢气。应就其使用提供适当的培训。 甲醇裂解制氢适合哪些行业?
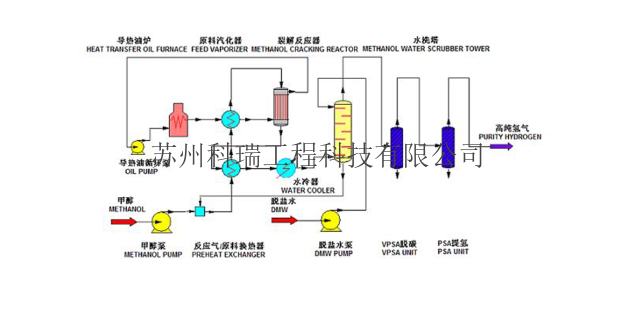
甲醇裂解制氢工艺过程甲醇和脱盐水按一定比例混合后经换热器预热后送入汽化塔,汽化后的水甲醇蒸汽经锅热器过热后进入转化器在催化剂床层进行催化裂解和变换反应,产出转化气含约74%氢气和24%二氧化碳,经换热、冷却冷凝后进入水洗吸收塔,塔釜收集未转化完的甲醇和水供循环使用,塔顶气送变压吸附装置提纯。根据对产品气纯度和微量杂质组分的不同要求,采用四塔或四塔以上流程,纯度可达到~。设计处理能力为1500Nm3/h转化气、纯度为,其氢气回收率可达90%以上。转化气中二氧化碳可用变压吸附装置提纯到食品级,用于饮料及酒类行业。这样可降低生产成本。流程设置先经变压吸附装置分离二氧化碳后,富含氢气的转化气经加压送入变压吸附装置提纯。哪家企业有甲醇裂解制氢技术资质。制造甲醇裂解制氢哪家好
制氢工艺流程是什么。湖南国内甲醇裂解制氢
甲醇蒸汽重整是吸热反应,可以认为是甲醇分解和一氧化碳变换反应的综合结果。甲醇蒸汽重整制氢工艺,经历了多次技术改进,已相当成熟。甲醇蒸汽重整反应通常在250-300℃。甲醇蒸汽重整过程既可以使用等温反应系统,也可以使用绝热反应系统。等温反应系统采用管式反应器,管壳中充满热载体进行换热,保持恒温反应。在绝热反应系统中,蒸汽与甲醇混合物经过一系列绝热催化剂床层,床层之间配备换热器。反应产物净化系统可根据产品质量等级要求选择,变压吸附及膜分离技术是非常实用的气体净化技术。变压吸附净化可获得纯度高于,依据所使用的不同吸附剂及工艺条件,氢回收率在70%-87%之间变化。溶剂洗涤、CO催化转化、甲烷化等过程均可用于净化氢气。用途与特点重整制氢催化剂,主要用于甲醇和水发生重整变换反应,转化为H2、N2、CO2、极少量的CO和CH4,以制取所需要的产品H2。湖南国内甲醇裂解制氢

科技公司]宣布其自主研发的废旧甲醇制氢催化剂回收技术已实现产业化应用,该技术成功了废旧催化剂中活性组分和载体材料分离回收的难题,回收率高达95%以上。该技术采用“高温焙烧-溶剂萃取-化学沉淀”联合工艺,首先通过高温焙烧去除催化剂表面的积碳和杂质,再利用自主研发的**溶剂选择性溶解活性组分,通过化学沉淀和煅烧工艺,实现活性组分的提纯和载体材料的再生。经处理后的活性组分可重新用于催化剂制备,再生载体材料可作为建筑材料或陶瓷原料。目前,该技术已在多家甲醇制氢企业推广应用,每年可处理废旧催化剂5000吨以上,不仅降低了企业生产成本,还减少了固体废弃物排放,为行业绿色循环发展提供了新路径。 ...
- 广西甲醇裂解制氢设计 2025-07-04
- 耐高温甲醇裂解制氢公司 2025-07-04
- 辽宁甲醇裂解制氢在哪里 2025-07-04
- 云南推广甲醇裂解制氢 2025-07-04
- 陕西高科技甲醇裂解制氢 2025-07-04
- 新型甲醇裂解制氢生产厂家 2025-06-12
- 小型甲醇裂解制氢费用 2025-06-12
- 河北推广甲醇裂解制氢 2025-05-30
- 撬装甲醇裂解制氢在哪里 2025-05-30
- 新型甲醇裂解制氢设备价格 2025-05-29


- 福建甲醇裂解制氢排名 2025-05-24
- 湖北变压吸附甲醇裂解制氢 2025-05-24
- 吉林甲醇裂解制氢有哪些 2025-05-24
- 广东自热式甲醇裂解制氢 2025-05-24
- 天津甲醇裂解制氢设备价格 2025-05-24
- 辽宁变压吸附甲醇裂解制氢 2025-05-24





- 辽宁甲醇裂解制氢在哪里 07-04
- 上海资质天然气制氢设备 07-04
- 云南推广甲醇裂解制氢 07-04
- 陕西高科技甲醇裂解制氢 07-04
- 定制变压吸附提氢吸附剂费用 06-23
- 湖北天然气变压吸附提氢吸附剂 06-23
- 广东高科技变压吸附提氢吸附剂 06-22
- 福建节能变压吸附提氢吸附剂 06-22
- 西藏推广变压吸附提氢吸附剂 06-22
- 重庆定制变压吸附提氢吸附剂 06-22