- 品牌
- 隆兴旺
- 型号
- 齐全
- 结构型式
- 齐全
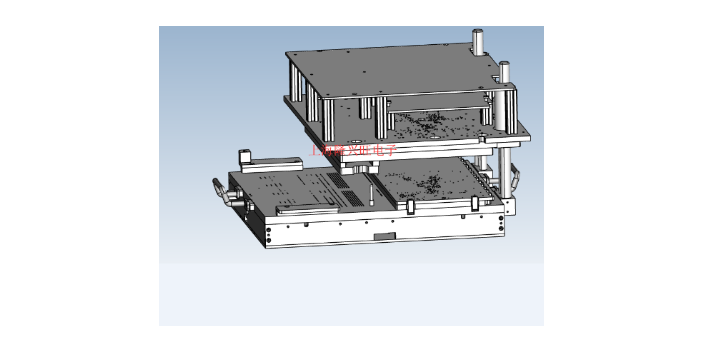
ICT治具的设计和制作工艺流程,载板制作工艺:(a)采用沉孔型的缩孔技术加工,底部孔径比针套直径大0.3mm~0.4mm,沉孔高度为6mm,顶部孔径比针体直径大0.1mm~0.2mm,这样测试时可保证针尖刺到测试焊盘中心区域。(b)铣槽让位。随着双面多层板的尺寸越来越施压在主芯片散热片正上方的缓冲工装散热片弹簧顶针末端固定在压板上缓冲垫小,为节省测试成本,采用一次测试2拼板或4拼板的ICT治具,与单板测试治具相比,载板铣槽范围成倍数增加,很大削弱载板的机械强度,测试时载板更易变形。为保证载板在测试过程中对PCB上元件提供大的保护并防止弯板,并且大限度地保证载板自身的机械强度,防止测试时载板变形,铣槽让位应根据元件封装大小在载板上铣合适的铣槽空间,一方面能保证焊接面元件的测试安全,另一方面又避免浪费多余的铣槽空间。(c)载板要安装载板螺丝进行嵌位,防止纠正测试时,因弹簧反弹力度过大,造成载板冲击PCB,发生PCB板弹跳现象。在ICT测试治具使用时也能方便的进行相应调整,提高了操作的便利性。上海在线检测治具直销厂家
ICT测试治具检验标准:1.电源配线是否按+5V为2号针,+12V为15号针,+3.3V为10号针,GND为5号针;2.FIN零件,防呆针是否制成OPEN状态;3.TJ大小是否和IC一样大,是否压到其他零件(大小误差为+/-1mm;4.贴图正看A1是否在左上方;5.弹簧是否全部为16L,弹簧深7mm;6.TestJet牛角是否70mm,锁右上一格,缺口朝下;7.天板(厚5mm):平头螺丝4Φ*10mm长,天板铣沉头;8.压棒平头是否Φ6.3(6.0)*20mm尖头Φ2.0mm*20mm螺丝用圆头3Φ*15mm压棒与零件须距2mm以上距离;9.载板是否铣凹槽提把,60*30*4(mm);10.天板刮伤目视,例:周边铝柱内不可刮伤;11.周边是否刮除利角,需专门双边例角工具;12.综合检查外观,包装及标示是否到位,是否正确,明显。常州ICT仪器供应商ICT测试治具能够在短短的数秒钟内对普通二极体是否在设计的规格内运作。回馈到制程的改善。

如果重复定位会造成的结果:1、阻碍工件的装置或定位不稳定,使其得不到断定方位。2、导致定位就会容易产生变形或工件变形。专业治具加工:治具的制造的选材专业治具加工:治具的制造的选材:治具的制造要根据实践的情况选用恰当的资料,这样可大起伏的降低本钱,一起通用可重复使用的底座也可大起伏的降低本钱,而且使治具制造标准化方便制造,进步治具的质量。测验架中测验针及相关资料的选用对测验治具的好坏及本钱是非常重要的。
对测试治具的季节性保养有什么要注意的?1要考虑到定位支承必须配合加工对象且要保持充分的刚性。2要考虑充分的调配性(标准品),多使用标准品(市售品、标准规格品等),尽量避免使用特殊品。3尽量简单而单纯;要站在使用者的立场设计;要考虑到作业者浪费动作,要提高手动机构的操作性。4从使用频率与磨耗的关系来考虑耐久性(零件的淬火等)。5考虑到安全第-,要设计成即使操作错误也是安全的。测试治具是制造业中大范围的运用产品,它的测试时间短:一片组装300个零件的电路板。ICT治具测试的盲点:当大电阻与大电容并联时,大电阻无法被准确测量。
目前有四种定位状况,具体的如下:1,彻底定位:工件的六个自由度彻底约束的状况;2,对应定位:从定位原理动身,工件被约束的自由度取决于与其工序蕨相联的方位精度要求,当工件被约束的自由度恰能保证工序方位精度的定位状况,贴片治具定制,称为对应定位。3,欠定位:工件被约束的自由度不足以保证工序彼此方位精度时的定位状况,欠定位是肯定不允许的。4,重复定位;定位支承重复约束工件一个或多个自由度的定位,称重复定位。自动化程度较高或者要求较高的生产线会通过图像识别或者ICT进行检测电容是否插反。常州ICT治具生产批发
ICT测试治具的天板:固定于ICT机台气缸上压合治具和被测试PCBA。上海在线检测治具直销厂家
ICT测试治具的优点:测试治具能够准确的定位出产品的好坏,对工艺类可发现如焊锡短路,元件插错、插反、漏装,管脚翘起、虚焊,pcb短路、断线等故障。测试的故障直接定位在具体的元件、器件管脚、网络点上,故障定位准确。对故障的维修不需较多专业知识,采用程序控制的自动化测试,操作简单,测试快捷迅速,单板的测试时间一般在几秒至几十秒,能够直接gerber文件处理生成钻孔文件,保证钻孔精度。测试程式自动生成,避免手工输入出错之可能。上海在线检测治具直销厂家
- 重庆ICT测试治具厂家 2025-05-26
- 常州在线检测治具直销厂家 2025-05-25
- 郑州ICT自动化测试仪器厂家 2025-05-25
- 郑州ICT测试仪器生产厂家 2025-05-25
- 济南ICT治具品牌 2025-05-23
- 上海在线检测仪器厂家 2025-05-22
- 无锡ict在线测试治具报价 2025-05-22
- 嘉兴在线测试仪器生产厂家 2025-05-22
- 沈阳在线ICT自动化测试治具哪里有卖 2025-05-22
- 合肥在线测试仪器哪里有卖 2025-05-22
- 嘉兴在线ICT仪器哪家好 2025-05-21
- 嘉兴ICT仪器价格 2025-05-21