- 品牌
- ALLIANCE
- 型号
- LRT
- 基材
- 聚酯,金属
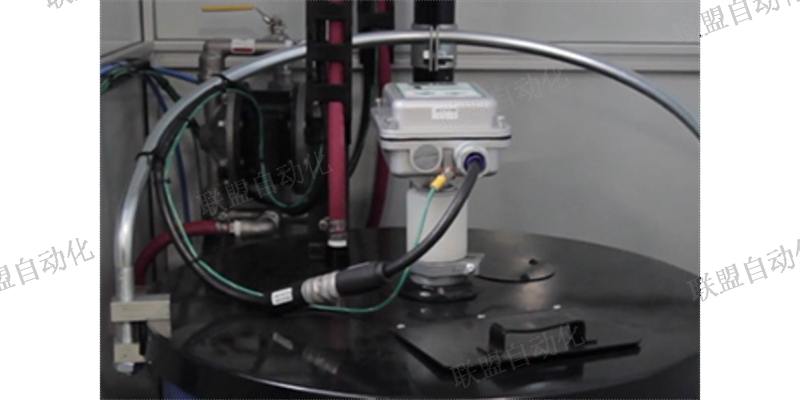
滴漆工艺目前大部分采用转子外加热滴浸机来进行,如下示意图:这种类型的滴浸机,一般是用手工装卸转子,其预热、滴漆,凝胶、滴包封料、固化各工序联接由链条传动连续一次完成,其工艺流程如下:清理→装转子→预烘→滴漆→凝胶→滴包封料→固化→缷转子 ① 清理 转子上不应该有灰尘垃圾等杂物,否则应采用干燥的压缩空气吹掉,对不允许沾有漆而又容易沾上漆的部位如轴,齿轮等可用套管或涂硅脂等办法采取防沾漆措施。② 装转子 把要滴漆的转子用手工装入相适应的夹具。③ 预热 转子由装卸位置进入预烘位置,烘道预烘温度一般控制在120-150℃范围内,根据转子大小,预热时间一般控制在20-60min。我们对几种大小不同的转子分别放在130℃、140℃烘箱中测转子度上升速度,并得到图。A直径为35.1mm,重量为230g;B真径为35mm,重量为370g;C直径32.3mm,重量375g;D直径为52.5mm,重量为1280g 。滴漆机涂装速度可以快速调整,适应不同工件需求。常州加热滴漆机维修价格

滴漆机的具体操作流程是什么?需要了解一、操作人员应全方面熟悉滴漆机的基本原理、功能和操作程序。二、操作流程:1.启动电源开关,2.按下热风扇“打开”键;3.按“预热手动开启”凝胶;4.按下“预热、凝胶、固化自控开关”;5.调时间继电器设定程序及滴化时间符合工艺要求;6.操作气动式滴漆机系统:a.加入搅拌均匀的绝缘漆;b.调节压力阀压力为0.02Mpa,要调整滴漆量,可适当调整压力阀压力;c.调节三大件压力为0.4Mpa;d.根据需要调整滴漆头的位置,以使绝缘漆滴到外露线圈中部(固定好滴漆头,不允许有绝缘油滴入);e.选择“手动”滴漆开关,每根管有绝缘漆滴出后拨至“自动”位置。7.当温控仪达到设定温度后,按“自动开启”自动链工作后,立即关闭“预热手动开启”“胶体,固化手动开”三个按钮;8.“程序启动”后可正常工作;9.确认漆量是否充足,不足时应及时补充;10.工作完成前“喷漆自动”拨至“手动”打出余漆加入稀释剂,调整压力为0.2Mpa,操作3~4次,注意在操作时避免油漆飞溅;11.关机时,关闭“手动”、“自动”加热系统,5分钟后关闭热风总电源。杭州加热滴漆机要多少钱江苏潜水泵滴漆机设备厂家。

定子绕组滴漆装置,定子绕组滴漆装置是一种辅助设备,包括底板、同步传动装置、滴管支撑杆、喷嘴、横向电缸和纵向电缸等部件。通过同步传动装置和电缸的协同工作,可以实现定子绕组的自动滴漆和均匀涂覆。在实际操作中,应严格按照工艺要求进行操作,确保工艺的正确性和安全性。定子滴漆机是一种高效能的自动化设备,主要用于定子线圈的滴漆作业。其产品结构主要包括机械部分、控制部分和滴漆部分。定子滴漆机主要使用场景是定子线圈的滴漆作业。它可以普遍应用于电机、发电机、电器等行业的生产线上。
电机绕组浸漆的方法:1、浇浸,修理单台电动机时绕组浸漆可实行浇浸。浇浸时,将定子垂直置于滴漆盘上,绕组一端向上,用漆壶或漆刷往绕组上端部浇漆。待绕组缝隙灌满漆液并开始从另一端缝隙渗出来,便将定子翻转,浇另一端绕组。直至浇透为止。零星修理小型电动机时,采用此法可减少绝缘漆的浪费。2、滚漆,这种方法适用于转子或电枢绕组的浸漆处理。滚漆时,往漆槽内倒入绝缘漆,将转子置于漆槽内,漆面应浸没转子绕组200mm以上。如果漆槽太浅,转子绕组浸上漆的面积小,则应多次滚动转子,或者一边滚动转子一边用刷子刷漆。通常滚动3~5次,就可使绝缘漆浸透绝缘。湖南潜水泵滴漆机生产。
定子滴漆的工艺流程,电机定子的滴漆工艺一般可以分为以下几个步骤:1、定子表面准备:在滴漆之前,需要将定子表面清洗干净,去除油渍等杂质。2、涂覆底漆:在定子表面涂覆一层底漆,使得漆层更加平滑,提高后续漆层的附着力。3、滴漆:选择合适的涂料进行滴漆,使得涂层均匀、无气泡、无流挂。4、烘干:滴漆后需要在特定的温度下烘干,使得涂层固化。5、质检:对于滴漆完成的定子,需要进行质量检测,检查其表面完整度、涂层厚度等方面是否符合要求。浙江压缩机滴漆机设备厂家。陕西加热滴漆机价钱
滴漆机喷涂均匀,避免涂料浸渍不均和漏涂现象。常州加热滴漆机维修价格
定子的滴漆涂敷主要有以下三个作用:1、紧固:绕组内的所有空隙由绝缘漆填充,通过烘干工艺将绕组固化为一个整体,否则松散的电磁线会因为电磁作用产生振动和噪声,间接影响整车的NVH特性;2、导热:电机运行过程中,导体所产生的热可以通过无障碍的通道向外扩散,如果漆浸效果不好,散热通道不畅,直接的后果是电机发热,降低电机的热转化效率;3、绝缘:为了提高能量的转化效率和充电效率,电机高压化已经是未来的趋势,绕组承受幅值很大的短时冲击电压,将会受到高电压应力,PDIV(重复脉冲电压下绝缘局部放电起始电压)被作为电机绝缘系统重要参数,影响PDIV测试结果的因素之一:在一定的条件下,提高填充率,导线间距过小时,不会产生局部放电。常州加热滴漆机维修价格
- 江苏机器人滴漆机电话 2025-07-09
- 四川加热滴漆机价钱 2025-07-09
- 宁波半自动滴漆机电话 2025-07-08
- 芜湖机器人滴漆机市场价 2025-07-08
- 河南工业电机滴漆机推荐厂家 2025-07-08
- 北京半自动滴漆机哪家好 2025-07-08
- 杭州潜水泵滴漆机市场价 2025-07-08
- 合肥新能源汽车滴漆机哪里有 2025-07-07
- 吉林牵引电机滴漆机价钱 2025-07-07
- 宁波新能源汽车滴漆机哪家好 2025-07-07
- 无锡工业电机滴漆机销售厂家 2025-07-07
- 陕西加热滴漆机维修价格 2025-07-07


