传统方法通常无法自适应提取特征, 同时需要一定的离线数据训练得到检测模型, 但目标对象在线场景下采集到的数据有限, 且其数据分布与训练数据的分布可能因随机噪声、变工况等原因而存在差异, 导致离线训练的模型并不完全适合于在线数据, 容易降低检测结果的准确性; 其次, 上述方法通常采用基于异常点的检测算法, 未充分考虑样本前后的时序关系, 容易因数据微小波动而产生误报警, 降低检测结果的鲁棒性; 再次, 为降低误报警, 这类方法需要反复调整报警阈值. 此外, 基于系统分析的故障诊断方法利用状态空间描述建立机理模型, 可获得理想的诊断和检测结果, 但这类方法通常需要提前知道系统运动方程等信息, 对于轴承运行来说, 这类信息通常不易获知. 近年来, 深度神经网络已被成功应用于早期故障特征自动提取和识别, 可自适应地提取信息丰富和判别能力强的深度特征, 因此具有较好的普适性. 但是, 这类方法一方面需要大量辅助数据进行模型训练, 而历史采集的辅助数据与目标对象数据可能存在较大不同, 直接训练并不能有效提升在线检测的特征表示效果; 另一方面, 在训练过程中未能针对早期故障引发的状态变化而有目的地强化相应特征表示. 因此, 深度学习方法在早期故障在线监测中的应用仍存在较大的提升空间.常用的电机监测方法包括振动监测、温度监测、润滑油监测、电流监测和声音监测等。这些方法可以结合使用。嘉兴非标监测介绍
基于数据的故障检测与诊断方法能够对海量的工业数据进行统计分析和特征提取,将系统的状态分为正常运行状态和故障状态。故障检测是判断系统是否处于预期的正常运行状态,判断系统是否发生异常故障,相当于一个二分类任务。故障诊断是在确定发生故障的时候判断系统处于哪一种故障状态,相当于一个多分类任务。因此,故障检测和诊断技术的研究类似于模式识别,分为4个的步骤:数据获取、特征提取、特征选择和特征分类。1)数据获取步骤是从过程系统收集可能影响过程状态的信号,包括温度、流量等过程变量;2)特征提取步骤是将采集的原始信号映射为有辨识度的状态信息;3)特征选择步骤是将与状态变化相关的变量提取出来;4)特征分类步骤是通过算法将前几步中选择的特征进行故障检测与诊断。在大数据这一背景下,传统的基于数据的故障检测与诊断方法被广泛应用,但是,这些方法有一些共同的缺点:特征提取需要大量的知识和信号处理技术,并且对于不同的任务,没有统一的程序来完成。此外,常规的基于机器学习的方法结构较浅,在提取信号的高维非线性关系方面能力有限。杭州监测方案使用温度传感器来监测电机各个部件温度。过高的温度表明电机运行不正常,由于负载过大、绕组问题等原因。

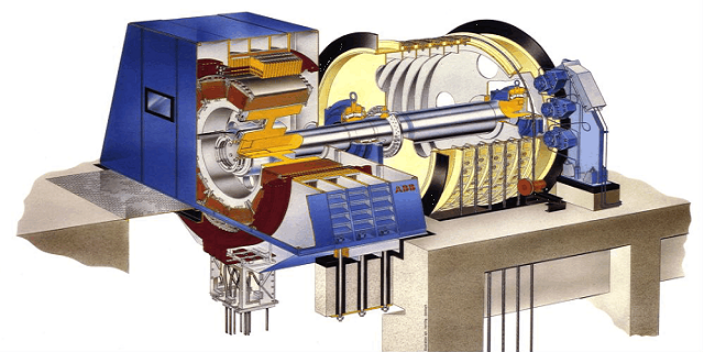
目前设备状态监测及故障预警若干关键技术可归纳如下:(1)揭示设备运行状态机械动态特性劣化演变规律。设备由非故障运行状态劣化为故障运行状态,其机械动态特性通常有一个发展演变过程(2)提取设备运行状态发展趋势特征。在役设备往往具有复杂运行状态,在长历程运行中工况和负载等非故障因素会造成信号能量变化,故障趋势信息往往被非故障变化信息淹没,需较大程度上消除非故障变化造成的冗余信息,进而构建预测模型。动力装备全寿命周期监测诊断方面:实现了支持物联网的智能信息采集与管理、全生命周期动态自适应监测、早期非线性故障特征提取。优化重构出综合体现装备运行工况及表现的新参数,提高异常状态辨识的适应性与可靠性,基于运行过程信息反映装备劣化趋势与故障发展规律,来提高故障早期辨识能力。基于物联网和网络化监测诊断将产品监测诊断与运行服务支持有机集成一体,在应用中实现动力装备常见故障诊断准确率达80%以上。应用于风力大电机、空压机等大型动力装备的集群化诊断领域。提供了基于物联网的动力装备全生命周期监测与服务支持创新模式,提供了其生命周期的远程监测诊断与维护等专业化服务。
刀具监测管理系统是我们基于精密加工行业特征,结合加工中心、车床等机械加工过程,打造的一款刀具状态监测和寿命预测分析系统,通过采集主轴电流(负载)信号、位置信号、速度信号等30维度+数据信号,结合大数据流式处理、自然语言处理等自学习处理算法和行业多年经验数据沉淀,构建的一套完整的刀具寿命预测和状态监控管理系统,能够实现100%断刀和崩刃监控,磨损监控识别率达到99%以上,提供基于刀具状态监测和寿命预测的异常停机控制模块,避免因刀具异常导致的产品质量损失和异常撞机事故,帮助用户节约刀具成本30%以上,100%避免刀具异常带来的产品质量损失,为用户提供无忧机加工过程管理!利用远程监测设备,可以通过网络远程监控设备状态。这对于分布在不同地点的设备来说尤其重要。

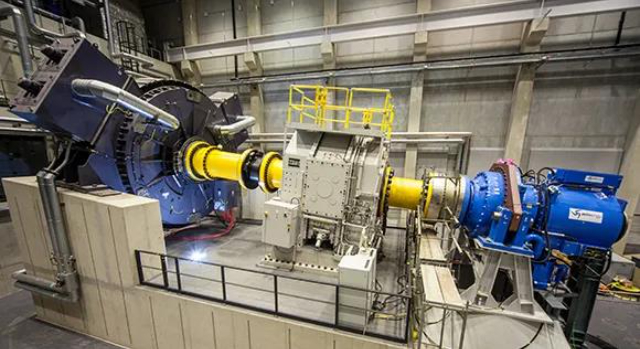
电机状态监测和振动分析提供加速度计选择的建议。基于直流和非同步交流电机的常见故障。这些常见故障可通过振动分析检测出来,包括机械和电气故障。重点是传感器的频率范围及其安装方法,以便可靠地检测这些故障。例如,考虑以几百赫兹的周期性频率(称为故障频率)发生的撞击事件,但每个事件的能量可从起始点带走,频率在低至千赫范围内。因此,用于检测撞击、摩擦和凹槽等事件的传感器应在几百赫兹到20千赫的宽频范围内响应。对于传统的机械故障,如平衡和对准,频率范围从约0.2倍的运行速度到50-60倍的运行速度是足够的。电气故障需要机械故障所需的低频和高频段。电机会同时出现机械和电气故障,这会导致振动。只要安装的振动传感器具有足够的带宽和灵敏度,就可以检测到这些故障。机械故障伴随着冲击、摩擦和疲劳,会产生比电气故障频率更剧烈的振动,但凹槽除外。凹槽产生的振动频率与摩擦频率大致相同。如果传感器的带宽和安装方法足以检测机械故障,那么它们也将检测电气故障。通过设备状态监测,可以解决设备各种监控数据的复杂性,状态动态变化带来的不确定性。温州智能监测介绍
电机驱动的生产线。同时监测多个电机的状态,协调故障诊断和预测性维护,增加了监测的复杂性。嘉兴非标监测介绍
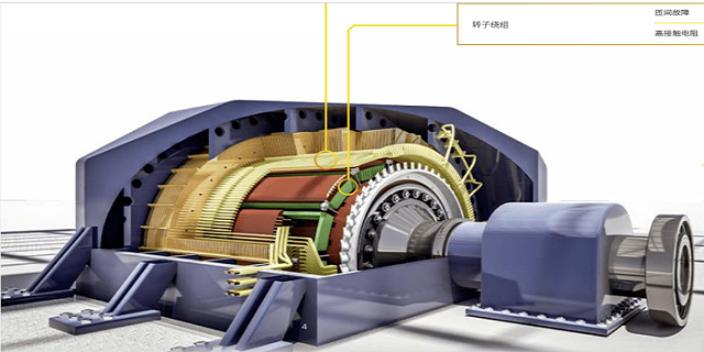
为了避免发生灾难性电机故障的可能性,业界产生对开始退化的感应电机组件进行了早期状态监测和故障诊断的需求。状态监测可在其整个使用寿命期间对感应电机的各种部件进行持续评估。感应电机故障的早期诊断,对即将发生的故障提供足够的警告,为企业提供基于状态的维护和短暂停机的时间建议。电机故障监测系统,电机状态检测仪。电机故障监测系统是采用现代电子技术和传感器技术,对电动机运行过程中的各种参数进行实时在线检测、分析、处理并作出相应报警或指示的装置。其基本功能包括:1、对电动机的绝缘电阻、温升等常规电气参数和振动、噪声等机械量进行测量;2、通过设定值比较法确定电机的实际工况;3、根据设定的报警阈值或动作时间发出声光报警信号;4、通过通讯接口与plc或其它自动化设备相连实现远程控制。嘉兴非标监测介绍