- 品牌
- 华睿源,麒智,依可萌,橙果工厂
- 公司名称
- 青岛华睿源科技有限公司
- 维修设备类型
- 所有设备
- 服务内容
- 设备全生命周期管理
- 工作时间
- 7*24小时
- 可否定做
- 可以
- 新旧程度
- 全新
- 售后服务
- 全国联保
- 适用星级
- 所有星级
- 设备所在地
- 浙江,北京,上海,广州,杭州,大连,四川,天津,重庆,山西,陕西,山东,甘肃,安徽,贵州,全国
不同行业、不同规模的企业在设备管理方面存在着差异化的需求。为了更好地满足企业的个性化需求,市场上涌现出了一批提供定制化设备管理解决方案的服务商。这些服务商通过深入了解企业的实际情况与业务需求,量身定制设备管理系统的功能模块与操作流程,确保系统能够与企业现有的生产流程、管理模式紧密融合。定制化设备管理解决方案的实施,不仅提高了系统的适用性与易用性,还促进了企业设备管理的规范化与标准化。通过定制化解决方案的应用,企业能够更加高效地管理设备资源、优化设备配置、提高设备使用效率,为企业的发展壮大提供有力保障。随着人工智能(AI)和机器学习技术的深入应用,设备管理系统正逐步实现高度智能化和自动化。工程设备管理系统

四、提升决策支持与管理水平设备全生命周期管理系统提供了丰富的设备数据和管理报表,为企业决策提供了有力的支持。企业可以根据系统提供的数据,分析设备的运行状况、维护效果等,为设备选型、采购、维护等决策提供科学依据。同时,系统还可以帮助企业实现设备管理的标准化、流程化,提升整体管理水平。五、促进可持续发展与环境保护通过设备全生命周期管理系统,企业可以更加精细地控制设备的能源消耗和排放情况,实现绿色生产和环保目标。此外,系统还可以帮助企业优化设备布局和工艺流程,减少资源浪费和环境污染,为企业的可持续发展和环境保护贡献力量。综上所述,设备全生命周期管理系统对化工类企业具有***的优势,有助于提升企业的运营效率、降低成本、强化风险管理、提升决策支持水平以及促进可持续发展。因此,化工类企业应积极引入和应用设备全生命周期管理系统,以提升企业的竞争力和市场地位。工厂设备管理系统要多少钱实时监控确保设备在安全参数范围内运行,预防安全事故的发生。
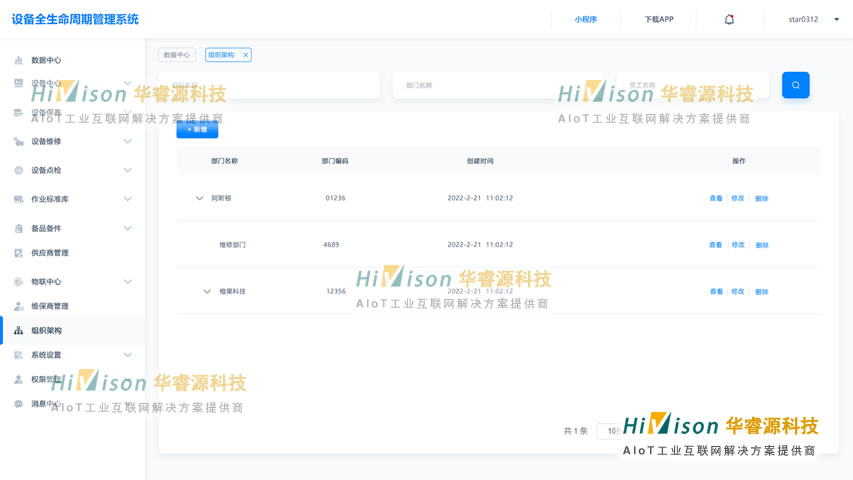
归纳设备全生命周期管理系统对企业现代化发展的推动作用4.改善企业决策和规划:设备全生命周期管理系统提供了***的设备数据和分析报告,帮助企业了解设备使用情况、维修历史、性能指标等关键信息。这些数据和报告为企业的决策和规划提供了依据,可以帮助企业更好地优化设备配置、预测维修需求、制定合理的预算和采购计划等,从而提高企业的整体运营效率。5.推动数字化转型:设备全生命周期管理系统是企业数字化转型的重要组成部分。通过引入系统,企业能够实现设备管理的自动化和信息化,摆脱繁琐的纸质记录和人工操作,提高数据的准确性和可靠性。这有助于企业实现更高效的运营和管理,推动数字化转型的顺利进行。6.增强业务流程协同:设备全生命周期管理系统通过统一的平台,将不同部门之间的设备管理流程连接起来。各个部门可以实时共享设备信息和状态,提高协同工作效率。例如,采购部门可以根据实际需求和设备状况进行采购决策,维修部门可以及时了解设备故障情况并进行维修,而财务部门可以准确核算设备的使用成本和价值。
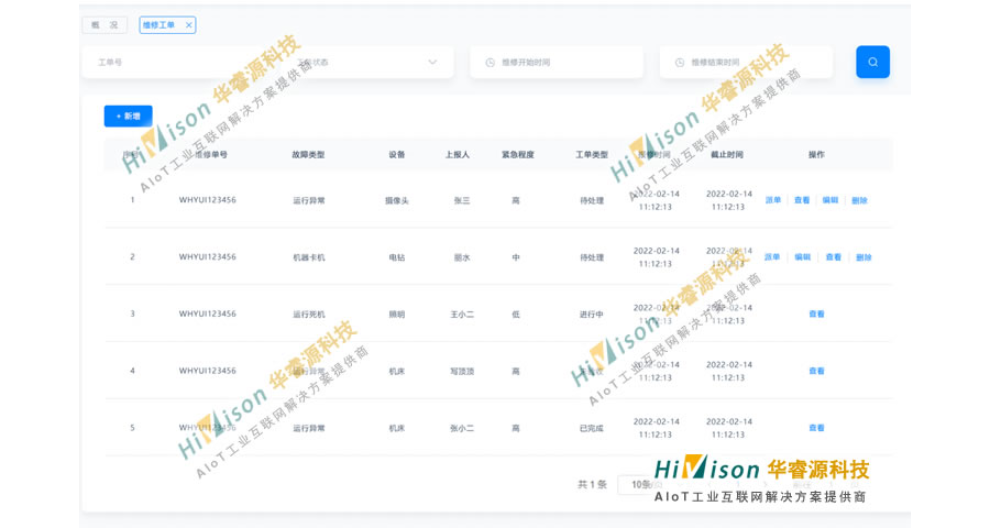
设备管理系统的技术特点主要体现在以下几个方面,这些特点共同构成了现代设备管理系统的**优势:1.智能化与自动化技术特点:智能监控与预警:通过集成物联网(IoT)技术,设备管理系统能够实时收集设备的运行数据,利用大数据分析技术进行智能分析,预测设备故障,提前发出预警,避免非计划停机,提高设备的可靠性和稳定性。自动调度与维修:系统能够根据设备的运行状态和维修需求,自动调度维修资源,生成维修工单,并跟踪维修进度,确保维修工作的及时性和有效性。随着技术的不断进步和应用场景的拓展,设备管理系统将继续发挥其独特优势,为企业创造更大的价值。

这种类型的分析对于理解长期趋势和识别在实时数据中可能不会立即显现的模式非常有用。物联网分析是如何工作的?物联网分析通常涉及几个关键步骤。下面逐步回顾一下。数据收集物联网分析的第一步是从物联网设备收集数据。这可能涉及在设备上安装传感器或其他数据收集设备,或将设备连接到允许其传输数据的网络。数据存储一旦收集了数据,就需要将其存储在**存储库或数据库中。这可以使用基于云的存储解决方案或使用本地服务器或存储设备来完成。数据处理一旦收集和存储了数据,就需要对其进行处理和分析。这可能涉及到使用专门的软件和工具来过滤、清理和转换数据,以及提取见解和生成报告。数据可视化为了使物联网分析生成的见解和分析更容易理解,使用图表、图形和地图等数据可视化技术通常很有帮助。这些可以帮助突出数据中的趋势、模式和关系,而这些趋势、模式和关系可能无法从原始数据中立即显现出来。数据驱动决策物联网分析的***一步是使用数据生成的见解和分析来为决策提供信息。这可能涉及调整物联网设备的性能或行为,或更改相关系统和流程,以优化其性能和效率。物联网分析的用例物联网分析有许多不同的业务用例,这取决于**的特定行业和需求。基于数据的决策支持,使企业管理层能够做出更加科学、合理的决策。中国台湾生产设备管理系统
利用AI算法进行设备故障预测,提前干预;通过5G技术实现远程实时监控和快速响应。工程设备管理系统
设备全生命周期管理系统对化工类企业的优势主要体现在以下几个方面:一、提升设备运营效率与可靠性设备全生命周期管理系统通过实时监控设备状态,实现精细维护和预防性维护,避免了传统维护模式中的盲目性和滞后性。这不仅可以确保设备的稳定运行,提高生产效率,还可以减少因设备故障导致的生产线停机时间,降低生产成本。二、优化资源配置与成本控制系统通过详细记录设备的使用情况、维护历史等数据,为企业提供***的设备成本分析。企业可以根据这些数据,制定更加合理的预算计划,优化资源配置,实现成本的有效控制。同时,系统还可以帮助企业预测设备更换周期,提前进行设备采购和规划,避免生产中断和额外成本支出。三、强化风险管理与安全保障设备全生命周期管理系统可以实时监测设备的运行状态,及时发现潜在的安全隐患,并通过预警机制提醒企业进行处理。这有助于降低设备故障引发的安全风险,保障企业的生产安全。同时,系统还可以对设备故障进行记录和分析,为企业制定针对性的预防措施提供依据,进一步提升安全管理水平。工程设备管理系统
以某大型制造企业为例,该企业引入了数字化的设备管理系统,对其生产线上的关键设备进行了智能化升级。通过安装系统的实际运用,企业能够实时监测设备的运行状态和性能指标。同时,系统还会根据设备运行情况生成维护计划,提醒管理人员及时进行维修和保养。在实施数字化管理方式后,该企业发现设备的故障率明显降低,设备的整体运行效率和使用寿命得到提升。具体来说,某台关键设备在实施数字化管理前,平均每年需要维修3次,而在实施后,该设备在过去两年内只维修过1次。这不只减少了企业的维修成本,还提高了设备的可用性和生产效率。此外,通过数据分析,企业还发现了一些设备运行中的潜在问题。针对这些问题,企业及时调整了设备的运行参数...
- 青岛办公室设备管理系统开发 2025-06-18
- 成都加工设备管理系统价格 2025-06-18
- 重庆集团公司设备管理系统价格 2025-06-18
- 四川无线设备管理系统定制 2025-06-18
- 青岛大型设备管理系统费用 2025-06-18
- 青岛工具设备管理系统费用 2025-06-18
- 江西电气设备管理系统 2025-06-18
- 江西机械设备管理系统 2025-06-18
- 江苏设备管理系统开发 2025-06-18
- 青岛物联网设备管理系统的设计与实现 2025-06-17




- 集团设备管理系统联系方式 2025-06-16
- 中国澳门建筑设备管理系统 2025-06-13
- 青岛实验室设备管理系统源代码 2025-06-13
- 四川建筑设备管理系统 2025-06-13
- 办公设备管理系统服务标准 2025-06-13
- 四川生产设备管理系统开发 2025-06-13


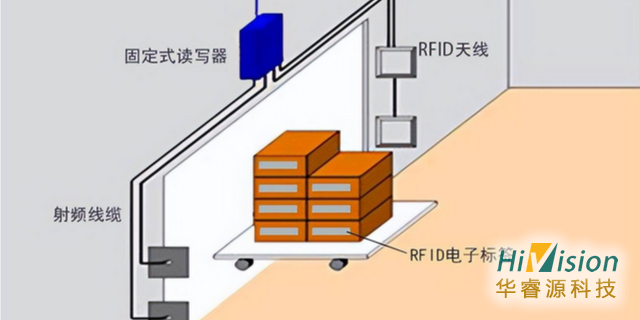



- 上海设备资产管理RFID公司 06-23
- 潍坊智能RFID企业 06-23
- 菏泽固定资产管理RFID企业 06-23
- 威海有源RFID服务 06-23
- 日照手机RFID平台 06-23
- 上海无源物联网RFID多少钱 06-23
- 德州固定RFID服务 06-23
- 上海输油站设备全生命周期管理 06-22
- 上海医疗设备全生命周期管理 06-22
- 淄博智能化RFID服务 06-22