- 品牌
- 华睿源,麒智,依可萌,橙果工厂
- 公司名称
- 青岛华睿源科技有限公司
- 维修设备类型
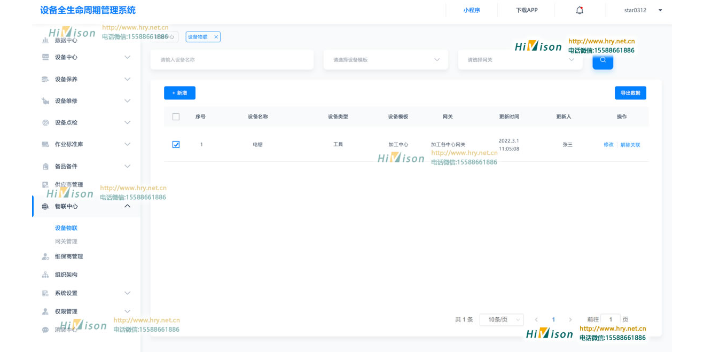
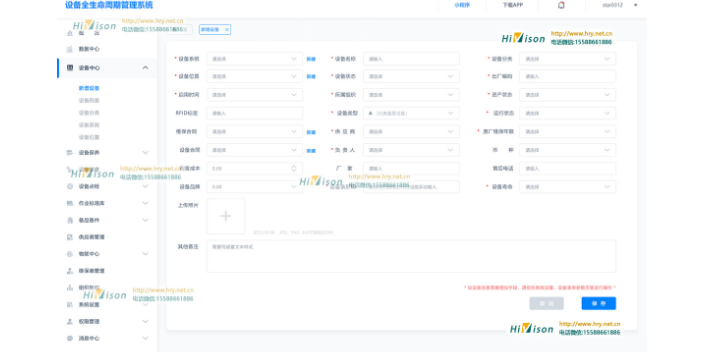
- 全生命周期管理
- 服务内容
- 设备售后维保管理
- 工作时间
- 7*24
- 可否定做
- 可以
- 新旧程度
- 全新
- 售后服务
- 全国联保
- 适用星级
- 所有星级
- 设备所在地
- 浙江,北京,广州,杭州,大连,四川,天津,重庆,山西,陕西,山东,甘肃,安徽,贵州
未来,设备全生命周期管理将继续发展,呈现出以下趋势:智能化:随着人工智能、物联网等技术的发展,设备全生命周期管理将更加智能化,实现设备的自动化监控、预警和优化。绿色化:随着环保意识的提高,设备全生命周期管理将更加注重环保和可持续发展,推动设备的绿色化改造和更新。服务化:设备全生命周期管理将向服务化方向发展,提供更加、个性化的服务,满足企业的多样化需求。标准化:设备全生命周期管理将更加注重标准化建设,通过制定和推广行业标准,提高设备管理的规范性和效率。通过精细化管理与维护等策略,能够实现提质增效,提升企业的竞争力和可持续发展能力。化工设备全生命周期管理技术
在制造业和各类企业中,设备作为生产运营的要素,其管理效率和成本效益直接影响到企业的整体运营效果。设备全生命周期管理(Equipment Lifecycle Management, ELM)是一种、系统的管理方法,旨在通过优化设备的规划、采购、使用、维护、升级和报废等各个环节,实现设备的可持续运营和成本效益的比较大化。本文将深入探讨设备全生命周期管理的要素、实施策略以及对企业运营的长远影响。设备全生命周期管理是企业实现可持续运营和成本效益优化的重要手段。通过、系统的管理方法和技术手段的应用,企业可以实现对设备的全面管理和优化利用。这将有助于企业提高生产效率、降低运营成本、增强竞争力和实现可持续发展。因此,企业应高度重视设备全生命周期管理,将其作为提升企业整体运营效果的关键策略之一。淄博设备全生命周期管理实训华睿源资产入驻钉钉后快速成为钉钉更受欢迎的固定资产管理SaaS系统,助力钉钉客户固定资产管理数字化转型。

互联设施必须了解数据的去向、如何管理设备(内部或通过IoTaaS)以及如何保护数据。**数据正如前面提到的,准确了解数据的来源和去向是非常重要的。此外,还需了解数据的含义,以便立即采取行动。连接的设备越多,任务就变得越复杂。企业可以通过安装连接设备,并使用它们将数据传输到远程服务器来缓解这种担忧。管理设备在管理设备方面,任务可能会变得非常艰巨。故而,让每台设备保持**新的软件更新和固件至关重要。此外,必须采取一切预防措施来防止未经授权的访问。随着工业物联网的广泛应用,网络安全和隐私保护问题也日益凸显。未来,工业物联网的发展将更加注重安全性和隐私保护。通过采用**的加密技术、身份认证机制和访问控制策略,确保工业网络免受外部攻击和数据泄露的风险。同时,建立健全的数据保护法规和标准体系,加强行业自律和监管力度,为工业物联网的**发展提供有力保障。责任编辑:华轩来源:人工智能与物联网本文转载自51CTO:,如涉嫌侵权,请联系删除。
设备全生命周期管理对企业运营的长远影响提高运营效率:通过设备全生命周期管理,企业可以确保设备的稳定运行和高效利用,减少生产中断和故障率,提高生产效率。降低运营成本:通过预防性维护和定期巡检,企业可以降低设备故障率和维修成本,节约运营成本。同时,合理的设备使用和维护可以延长设备的使用寿命,减少设备更换频率。增强企业竞争力:设备全生命周期管理可以提高企业的生产效率和产品质量,降低运营成本,增强企业的竞争力。在激烈的市场竞争中,企业可以凭借高效、稳定的设备管理系统赢得客户的信任和市场份额。实现可持续发展:设备全生命周期管理关注设备的环保处理和再利用价值,有助于企业实现可持续发展。通过报废设备的规范处理和再利用,企业可以减少对环境的负面影响,为企业的长期发展奠定基础。使用阶段需对设备进行完整的安全检查,并建立安全使用操作规程。

设备全生命周期管理对企业运营效率的优化作用提高设备使用效率:通过设备全生命周期管理,企业可以确保设备的稳定运行和高效利用,减少生产中断,提高生产效率。降低库存成本:通过精确的设备维护和预防性维护,企业可以减少设备故障和停机时间,降低库存积压和资金占用。优化资源配置:设备全生命周期管理可以帮助企业更好地了解设备的使用情况和需求,从而优化资源配置,提高资源利用效率。增强企业竞争力:通过降低运营成本、提高生产效率等方面的优化,企业可以增强自身的竞争力,在市场中获得更大的优势。车间设备管理是制造业中的中心环节,直接关系到生产效率、产品质量及安全生产。仓库设备全生命周期管理联系方式
通过系统的保养计划制定和执行功能,可以定期对设备进行保养和维护,延长设备的使用寿命和可靠性。化工设备全生命周期管理技术
当设备出现故障时,公司在使用相同数量的劳动力和设施空间的情况下,产量会减少。有时,这些成本甚至会上升,因为维护团队可能需要加班才能让系统重新启动和运行。另一个重要成本,特别是对于使用易腐烂货物的工厂来说,是产品丢弃或损坏的成本。例如,一家牛奶加工厂将有24到48小时的时间来完成生产,具体取决于外部温度。如果问题没有及时解决,整批牛奶都将被扔进垃圾箱。无形成本除了*直接的停机成本之外,还有其他一些成本可能难以计算,但会对公司的业绩产生负面影响。首先是库存耗尽的成本。如果生产暂停几个小时,库存就会开始减少。一旦生产恢复,工厂将不得不弥补损失的生产力,以继续像往常一样为客户提供货物。这意味着员工可能不得不加班,机器将满负荷工作,从而增加成本。如果工厂无法弥补,且客户没有得到及时供货,制造商就可能会面临失去客户的成本。当停机时间影响到客户时。化工设备全生命周期管理技术

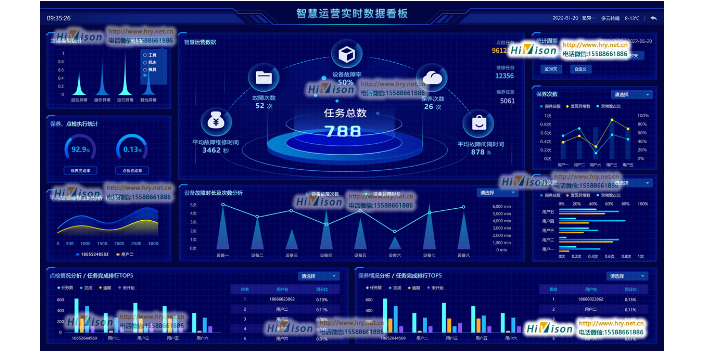
实时监控与预警:设备全生命周期管理系统能够实时监控设备的运行状态,包括工作负荷、温度、振动等关键指标,一旦发现异常立即发出预警,使维修团队能够迅速响应,减少设备故障导致的停机时间。设备全生命周期管理系统预防性维护:基于数据分析,系统能够预测设备的维护需求,提前安排维护计划,避免突发故障,提高设备的可靠性和稳定性。优化调度:通过实时掌握设备的位置、状态和利用率,企业可以更加合理地调度设备资源,确保生产任务的高效完成。系统还可以根据历史数据预测设备的未来运行趋势,为设备的维护和更换提供依据。设备全生命周期健康管理系统推动数字化转型设备全生命周期管理系统作为数字化转型的重要工具之一,能够帮助企业实现...
- 上海固定资产管理系统中计算机 2025-02-11
- 临沂造纸企业设备全生命周期管理 2025-02-11
- 青岛矿用设备全生命周期管理 2025-02-11
- 物流设备资产管理系统生命周期 2025-02-10
- 化工设备全生命周期管理系统优势 2025-02-10
- 威海设备全生命周期管理是指 2025-02-10
- 上海设备全生命周期管理体系 2025-02-09
- 枣庄沙钢设备全生命周期管理 2025-02-09
- 枣庄固定资产管理系统 条码 2025-02-09
- 菏泽米普固定资产管理系统 2025-02-09

- 青岛设备全生命周期管理需要的流程 2025-02-06
- 数字化设备全生命周期管理系统报价表 2025-02-05
- 日照设备全生命周期管理应用 2025-02-05
- 威海维克固定资产管理系统 2025-02-05
- 德州变电站设备全生命周期管理办法 2025-02-05
- 临沂设备全生命周期管理运行维护 2025-02-05



- 校园设备管理系统 02-11
- 临沂手机能耗管理系统服务 02-11
- 上海电力监控系统 02-11
- 临沂造纸企业设备全生命周期管理 02-11
- 潍坊手机能源管控系统哪家好 02-11
- 淄博工厂能源管理价格 02-11
- 德州智能能源管理系统哪家好 02-11
- 青岛矿用设备全生命周期管理 02-11
- 物流设备资产管理系统生命周期 02-10
- 菏泽小程序电力监控系统平台 02-10