- 品牌
- 上海蔚亚
- 公司名称
- 上海蔚亚科技发展有限公司
- 安全质量检测类型
- 工程检测
- 检测类型
- 环境检测,行业检测
- 检测
- 风量风速检测、温湿度检测、噪声检测、浮游菌检测、静电检测
- 检测项目
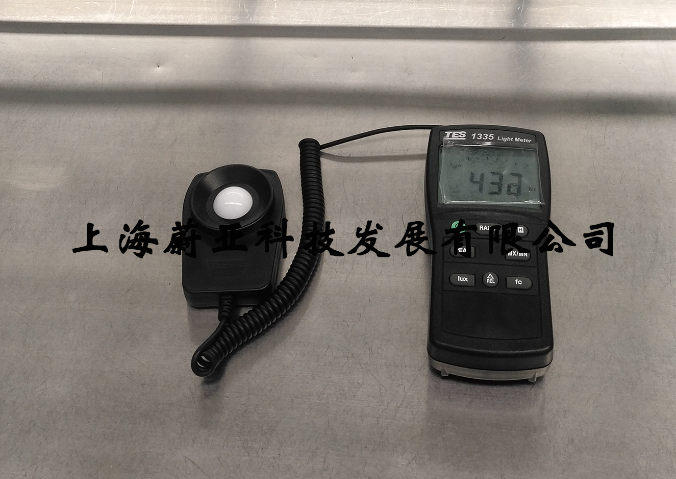
- 照度检测、洁净度检测、静压差检测、沉降菌检测
微生物限度检测的关键技术与挑战洁净室微生物污染直接影响药品、食品等产品的安全性。检测方法包括沉降菌、浮游菌和表面微生物采样。沉降菌需将TSA培养基平板暴露于A级区30分钟,培养后菌落计数需≤1 CFU/皿;浮游菌则通过撞击式采样器(如Andersen 6级采样器)捕获微生物,单位体积空气菌落数需符合ISO 14698-1标准。某生物制药企业因浮游菌检测超标,追溯发现是高效过滤器(HEPA)局部泄漏导致。解决方案包括定期进行DOP/PAO发尘测试验证过滤器完整性,并采用荧光标记法追踪污染源。此外,表面微生物检测需使用接触碟法(接触时间≥10秒),擦拭取样后需进行无菌转移和培养。浮游菌采样需用撞击式设备,空气流量28.3L/min。安徽电子厂房环境洁净室检测值得推荐
突发事件下的洁净室应急检测流程突发污染事件(如设备泄漏或人员误操作)需启动应急检测。某生物实验室在培养箱破裂后,30分钟内完成污染区域***,使用便携式粒子计数器与微生物采样器快速评估污染范围,并通过增加换气次数与局部消毒实现48小时环境恢复。应急检测需制定预案,包括设备储备(如备用传感器)、人员分工及数据实时传输系统。例如,核工业洁净室需配备抗辐射检测设备,以应对放射性物质泄漏的极端情况。。。。。。。。。。。。。。洁净度洁净室检测认真负责微生物检测室需与洁净室完全隔离,避免交叉污染。

洁净室检测服务市场的竞争格局全球检测服务市场呈现寡头竞争态势,SGS、Intertek等机构占据主要份额。中小型检测公司通过差异化服务突围,例如专注食品行业洁净室的***快速检测,或提供24小时应急响应。价格战导致部分机构压缩检测项目,某企业因选用低价服务商,未检出空调系统漏风,**终因产品污染损失超千万元。市场整合趋势下,头部企业通过收购区域实验室扩大覆盖,但需警惕服务质量稀释风险。。。。。。。。。。。。。。。。。。。。。
洁净室检测与***质量管理(TQM)的融合洁净室检测数据是TQM体系的关键输入。某汽车电池企业将检测结果纳入SPC(统计过程控制)系统,实时监控洁净度波动,发现异常立即触发生产暂停。通过帕累托图分析,80%的污染问题源于人员操作,遂加强更衣流程培训。此外,检测报告与客户审计直接挂钩,某客户因洁净室压差数据不连续而取消订单,倒逼企业升级数据管理系统,实现检测结果的自动归档与追溯。。。。。。。。。。。。。。。。。。。。药品生产洁净室遵循 GMP(药品生产质量管理规范)要求,检测标准更为严苛,涵盖动态与静态两种检测模式。

国际洁净室标准差异与检测挑战不同国家/地区的洁净室标准存在差异,例如欧盟GMP(药品生产质量管理规范)与中国的GB 50457在微生物检测频率要求上有所不同。某跨国药企在华设厂时,因未充分研究本地标准,检测流程多次被监管部门驳回。ISO 14644-1虽为国际通用标准,但美国联邦标准FS 209E仍被部分行业沿用,导致检测参数需双重比对。检测机构需熟悉目标市场的法规体系,灵活调整方案。例如,医疗器械洁净室需同时满足ISO 13485和FDA 21 CFR Part 820要求,这对检测设备的校准精度和报告格式提出更高要求。洁净室换气次数的设定与检测,需综合考虑房间用途、人员密度、污染源强度等多重因素。北京医疗器具洁净室检测认真负责
空气洁净度检测是洁净室检测的项目,其结果直接决定洁净室的等级划分与适用场景。安徽电子厂房环境洁净室检测值得推荐
无尘室检测中的常见问题及解决策略之压差异常压差异常在无尘室检测中同样不容忽视。压差的设计是为了防止外界污染空气进入无尘室,保证室内空气处于单向流动状态。然而,压差异常可能是由于通风系统不平衡、门窗密封不严或管道泄漏等原因引起的。例如,当某个区域的送风量大于排风量时,会导致该区域压差过高;而当某个区域的排风量大于送风量时,会导致压差过低。针对压差异常问题,首先需要对通风系统进行详细的检查和分析,查找通风不平衡的原因并进行调整。可以通过调整风机的转速、检查通风管道的阻力等方式来平衡送风和排风量。对于门窗和管道的密封问题,要及时进行修复和密封处理,确保整个无尘室的压差系统正常运行。安徽电子厂房环境洁净室检测值得推荐

洁净室检测后整改措施的制定与跟踪验证当检测结果不符合标准时,需立即启动整改流程,遵循"检测-分析-整改-再检测"闭环管理原则。首先成立整改小组,由生产、质量、工程部门人员组成,对超标项目进行根本原因分析(如尘埃粒子超标可能源于高效过滤器泄漏、新风污染、人员洁净服脱落纤维等),通过鱼骨图梳理潜在原因并逐一验证。整改措施分为短期和长期:短期措施如临时增加消毒频次、更换破损的洁净服;长期措施如制定过滤器更换计划、优化人员培训方案。整改完成后,需进行专项再检测(如针对粒子超标区域增加50%测点),并连续监测3个周期确认稳定性。对于重大偏差(如无菌区浮游菌超标),还需评估对产品的影响(如追溯至该时段生产...
- 半导体净化车间洁净室检测值得推荐 2025-06-16
- 江苏纯化水检测洁净室检测认真负责 2025-06-15
- 洁净气体3Q验证洁净室检测标准 2025-06-15
- 浙江尘埃粒子洁净室检测技术好 2025-06-15
- 浙江医疗净化车间洁净室检测公司 2025-06-15
- 北京国内洁净室检测流程 2025-06-15
- 实验室环境洁净室检测范围 2025-06-15
- 江苏半导体净化车间洁净室检测公司 2025-06-15
- 洁净设备3Q验证洁净室检测目的 2025-06-15
- 安徽洁净气体3Q验证洁净室检测服务 2025-06-14



- 江苏洁净工作台洁净室检测服务至上 2025-06-14
- 江苏消毒液净化车间环境洁净室检测公司 2025-06-14
- 浙江生物安全柜洁净室检测报告 2025-06-14
- 温湿度洁净室检测报告 2025-06-14
- 安徽尘埃粒子洁净室检测服务至上 2025-06-14
- 北京过滤器洁净室检测服务商 2025-06-14

- 江苏纯化水检测洁净室检测认真负责 06-15
- 洁净气体3Q验证洁净室检测标准 06-15
- 浙江尘埃粒子洁净室检测技术好 06-15
- 江苏过滤器无尘室检测认真负责 06-15
- 浙江医疗净化车间洁净室检测公司 06-15
- 安徽洁净室环境无尘室检测 06-15
- 半导体净化车间无尘室检测规范性强 06-15
- 北京国内洁净室检测流程 06-15
- 实验室环境洁净室检测范围 06-15
- 安徽生物安全柜无尘室检测方法 06-15