- 品牌
- 健坤
- 型号
- 可咨询
CSE放在管道顶上方潮湿土壤,保证与土壤接触良好。每次采用方法应相同,不然测量误差太大造成错误判断。e、电压表拨到合适的量程上。2、近参比法 a、当土壤IR降较大时,推荐采用近参比法。b、沿管顶方向,距测试桩1m范围内挖一个安放参比电极的探坑,将参比电极置于距管壁3~5cm处。四、 阴极保护产品参数测量方法:绝缘法兰绝缘性能测试 1、兆欧表法用于在安装之前测量绝缘电阻值,用磁性接头将500V兆欧表输入端的测量导线压接在绝缘法兰的短管上,转动兆欧表手柄,使手摇发电机达到规定转速10秒钟,此时兆欧表指针稳定指示的电阻即为绝缘法兰的绝缘电阻值阴极保护产品应用范围,就找四川健坤科技有限公司。制造阴极保护厂家供应

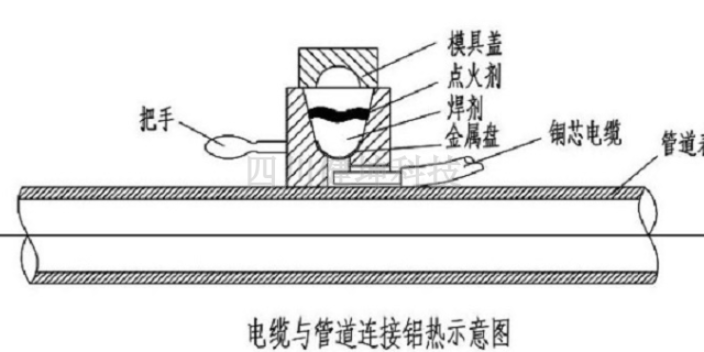
阴极保护产品施工:铝热焊接工艺操作说明;操作步骤;第一步:除锈,要求扁钢表面平整、清洁、干燥、无油脂。剥掉电缆的绝缘护层,露出长约50mm的一段铜芯。扁钢与模具需要加热烤干。第二步:将模具放在除锈区域中间,模具和被焊接钢结构表面应结合紧密无空隙。将电缆铜芯插入模具底部孔槽,调整电缆位置,确保到位。第三步:取出金属垫片放到模具内,紧贴底部堵住其内孔。第四步:剪开塑料袋,将焊剂倒入模腔。第五步:将点火粉撒在焊剂表面以及模具边沿上。第六步:将模具盖盖好,一切准备就绪后用点火q点燃模具边沿的点火粉。第七步:点火粉引燃焊剂,反应进行,剧烈燃烧。注意安全!第八步:约10秒后,提起模具。清理干净模具内的残渣,以备下次使用。贵阳锌镁合金防腐接地棒商家购买阴极保护产品,就找四川健坤科技有限公司。

埋地管网阴极保护-保护方法:外加电流阴极保护:主要材料:恒电位仪、高硅铸铁、埋地长效硫酸铜参比电极:中国石油天然气股份有限公司大庆石化分公司炼油厂的埋地水管网始建于上世纪6O年代初,目前已有近90%的埋地钢质管道的使用年限接近或超过了管道防护层的使用寿命,管道腐蚀泄漏时有发生。由于厂区埋地水管网分布广、管线错综复杂,为此采取了以外加电流阴极保护为主、镁合金牺牲阳极为辅的保护措施。共安装恒电位仪42台,采用80nl深的深井阳极地床,每井安装4组、每组含3支质量分数为50mg的高硅铸铁阳极。阴极保护于2006年10月完工,经测试,管网保护电位在一0.85~一1.50V,工作正常。采取阴极保护措施后,使管网腐蚀泄漏次数由87次/年降为45次/年。
220kV某变电所接地网阴极保护方案介绍1、工程概况:220千伏临化变电所工程位于杭州市萧山区,占地面积约106米*84米,土壤电阻率17Ω.m,主接地体规格数量:扁钢-70*82100米、角钢L50*5长2.5米158根,材质为碳钢,设计要求保护年限30年。2、设计原则:(1)严格遵守防腐蚀有关的设计规范、技术标准和技术规定;(2)采用成熟先进的技术和质量可靠的材料,做到安全可靠、经济合理;(3)详细设计,有利指导施工,同时给管理单位作为以后维修维护的参考资料。3、设计依据及执行标准:电厂接地网属于钢质材料,执行标准可参照钢质管道的阴极保护标准:(1)《埋地钢质管道阴极保护参数测试方法》GBT21046-2007(2)《埋地钢质管道牺牲阳极阴极保护设计规范》GBT21448-2008(3)《镁合金牺牲阳极》GBT17731-2004(4)甲方提供资料四川健坤科技有限公司是一家阴极保护产品专业生产厂家。

《铝热焊接工艺操作说明书》铝热焊接工艺操作说明书:一、说明:本册适用于电缆线与构筑物的铝热焊接。请详细阅读本册后,根据实际情况准备工具,为方便安装,可以使用您认为更为方便可靠的工具。如有疑问请联系本公司。工具:1.焊剂;2.引火粉;3.金属垫片;4.模具;5.点火q;6.钢刷;7.毛刷;三、注意事项:1.操作环境切记要通风良好,周边5米内没有易燃易爆物品。2.引火粉引燃时,务必将焊剂、引火粉以及可能燃烧的物品远离引燃处放置。3.人切勿处于模具盖正面,以免受伤。4.焊剂及引火粉切忌受潮,受潮后应安全废弃,切勿烘烤使用。5.焊接时,人员不准围聚;操作工需佩戴安全劳保工具,避免受伤。阴极保护产品施工要求,就找四川健坤科技有限公司。制造阴极保护厂家供应
阴极保护产品生产厂家,就找四川健坤科技有限公司。制造阴极保护厂家供应
阴极保护计算说明(1)保护对象:炼油厂管道总长达94.9km,钢质和铸铁管道外表总面积达1050dam2;(2)保护电流密度的选取和保护电流的计算:金属构件施加阴极保护时,使金属达到完全保护时所需要的电流密度为小保护电流密度,在设计时称为阴极保护电流密度,选取的阴极保护电流密度大小是影响金属构件防蚀效果的主要参数,它与小保护电位(钢为一0.85V)相对应。如果选取的保护电流密度偏低,会造成保护不足,金属构件达不到全保护,产生不同程度的腐蚀;反之,将会造成不必要的材料和施工的投入。阴极保护电流密度与许多因素有关,如被保护金属的种类、表面状态、表面防腐蚀涂层的种类和质量、介质的性质、有效保护年限以及外界条件的影响等。这些因素的差异可使阴极保护电流密度由几个μA/rn2变化到数百个μmA/m2。根据以往的工程经验和综合考虑两厂区的实际情况,在炼油厂区选取阴极保护电流密度为i=7mA/m2。结合“保护对象”中所给出的保护面积,计算厂区管线所需保护电流为:I=2.5i×s=2.5×7×10.5=1838(A)制造阴极保护厂家供应


- 四川镁合金阳极组件现货 2025-01-24
- 四川阴极保护价格咨询 2025-01-23
- 成都靠谱的阴极保护零售价 2025-01-23
- 阴极保护锌标准 2025-01-22
- 成都阴极保护行业 2025-01-22
- 阴极保护铝资料 2025-01-20
- 宁夏锌镁合金防腐接地棒价格咨询 2025-01-20
- 成都阴极保护多少钱 2025-01-20