由于晶闸管在导通期间,载流子充满元件内部,所以元件在关断过程中,正向电压下降到零时,内部仍残存着载流子。这些积蓄的载流子在反向电压作用下瞬时出现较大的反向电流,使积蓄载流子迅速消失,这时反向电流消失的极快,即di/dt极大。因此即使和元件串连的线路电感L很小,电感产生的感应电势L(di/dt)值仍很大,这个电势和电源电压串联,反向加在已恢复阻断的元件上,可能导致晶闸管的反向击穿。这种由于晶闸管关断引起的过电压,称为关断过电压,其数值可达工作电压峰值的5~6倍,所以必须采取措施。阻容吸收电路中电容器把过电压的电磁能量变成静电能量存贮,电阻防止电容和电感产生谐振、限制晶闸管开通损耗和电流上升率。这种吸收回路能晶闸管由导通到截止时产生的过电压,有效避免晶闸管被击穿。阻容吸收电路安装位置要尽量靠近模块主端子,即引线要短。比较好采用无感电阻,以取得较好的保护效果。各型号模块对应的电阻和电容值根据表10选取。(2)压敏电阻吸收过电压压敏电阻能够吸收由于雷击等原因产生能量较大、持续时间较长的过电压。压敏电阻标称电压(V1mA),是指压敏电阻流过1mA电流时它两端的电压。压敏电阻的选择,主要考虑额定电压和通流容量。正高电气锐意进取,持续创新为各行各业提供专业化服务。江苏工业窑炉集成智能调压模块

1、过流保护如果想得到较安全的过流保护,建议用户优先使用内部带过流保护作用的模块。另外还可采用外接快速熔断器、快速过电流继电器、传感器的方法。快速熔断器是**简单常用的方法,介绍如下:(1)快速熔断器的选择:①、熔断器的额定电压应大于模块输入端电压;②、熔断器的额定电流应为模块标称输入电流的,按照计算值选择相同电流或稍大一点的熔断器。模块输入、输出电流的换算关系参考本本博客有关文章。用户也可根据经验和试验自行确定熔断器的额定电流。(2)接线方法:快速熔断器接在模块的输入端,负载接输出端。2、过压保护晶闸管承受过电压的能力较差,当元件承受的反向电压超过其反向击穿电压时,即使时间很短,也会造成元件反向击穿损坏。如果正向电压超过晶闸管的正向转折电压,会引起晶闸管硬开通,它不仅使电路工作失常,且多次硬开通后元件正向转折电压要降低,甚至失去正向阻断能力而损坏。因此必须采用过电压保护措施用以晶闸管上可能出现的过电压。模块的过压保护,推荐采用阻容吸收和压敏电阻两种方式并用的保护措施。(1)阻容吸收回路晶闸管从导通到阻断时,和开关电路一样,因线路电感(主要是变压器漏感LB)释放能量会产生过电压。江西高压晶闸管模块正高电气以诚信为根本,以质量服务求生存。

焊机晶闸管模块故障维修1、松下焊机晶闸管模块的型号及组成结构:松下焊机维修KR1系列焊机模块型号见下表;2、松下焊机模块的测量模块的阴阳极电阻一般为兆欧极,阴控极电阻为几欧至十几欧。测量方法如下图所示:KR1系列焊机模块阴控极阻值见下表:另外请注意:在焊机上测量模块阴控极电阻时,需将与其相连的触发信号线拔下:测量阴阳极的电阻时,也需将与其相连的主电缆拆掉。模块故障简介:(1)阴控极或阴阳极断路:如果某一组晶闸管的阴控极断路或阻值变**于几十欧),该组晶闸管就不能被触发:而某一组晶闸管的阴、阳极发生断路时,即便有触发信号,该组晶闸管也不能导通。以上两种情况会造成焊机输出缺相,所表现出的现象为:空载电压低,焊接时焊机发生振动,并发出很大的噪声。(2)阴控极或阴阳极断路:当某一组晶闸管的阴、控极发生短路时,会同时造成改组晶闸管的阴阳极击穿。如果*有一组晶闸管4穿,在交流接触器吸合但未进行焊接的情况下,主变压器次级会通过主电路中的电阻R2形成回路,此时主电路中有电流产生,电流表电压表有指示。如果一个模块中有两组以上的晶闸管击穿的话,会造成主变压器次级短路。当交流接触器吸合后。
额定电压V1mA的下限是线路工作电压峰值,考虑到电网电压的波动以及多次承受冲击电流以后V1mA值可能下降,因此,额定电压的取值应适当提高。目前通常采用30[%]的余量计算。V1mA≥√2・U式中U――压敏电阻两端正常工作电压的有效值。压敏电阻的数量:三相整流模块和三相交流模块均为三只、单相整流模块和单相交流模块均为一只。全部接在交流输入端。3、过热保护晶闸管在电流通过时,会产生一定的压降,而压降的存在则会产生一定的功耗,电流越大则功耗越大,产生的热量也就越大。如果不把这些热量快速散掉,会造成烧坏晶闸管芯片的问题。因此要求使用晶闸管模块时,一定要安装散热器。散热条件的好坏,是影响模块能否安全工作的重要因素。良好的散热条件不但能够保证模块可靠工作、防止模块过热烧毁,而且能够提高模块的电流输出能力。建议用户在使用大电流规格模块的时候尽量选择带过热保护作用的模块。当然,即便模块带过热保护作用,而散热器和风机也是不可缺少的。在使用中,当散热条件不符合规定要求时,如室温超过40℃、强迫风冷的出口风速不足6m/s等,则模块的额定电流应立即降低使用,否则模块会由于芯片结温超过允许值而损坏。譬如。正高电气的行业影响力逐年提升。

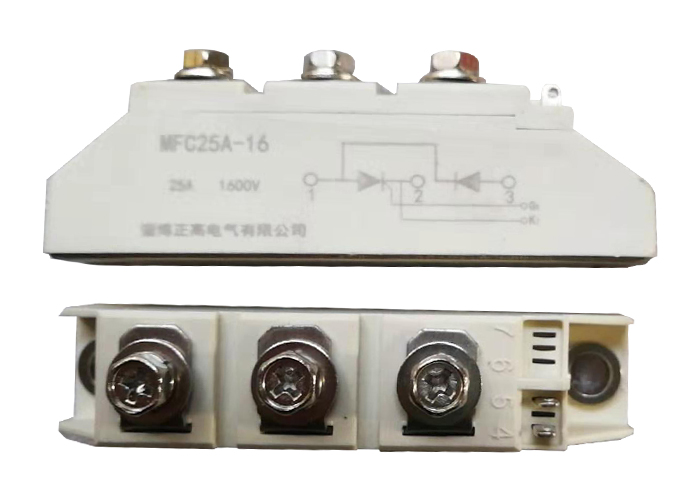
晶闸管模块的工作原理
在晶闸管模块T的工作过程中,晶闸管模块的阳极A和阴极K与电源和负载相连,构成晶闸管模块的主电路。晶闸管模块的栅极G和阴极K与控制可控硅的装置相连,形成晶闸管模块的控制电路。
从晶闸管模块的内部分析工作过程:
晶闸管模块是一种四层三端器件。它有J1、J2和J3的三个pn结图。中间的NP可分为PNP型三极管和NPN型三极管两部分。
当晶闸管模块承载正向阳极电压时,为了制造晶闸管模块导体铜,承受反向电压的pn结J2必须失去其阻挡作用。每个晶体管的集电极电流同时是另一个晶体管的基极电流。因此,当有足够的栅极电流Ig流入时,两个复合晶体管电路会形成较强的正反馈,从而导致两个晶体管饱和导通,晶体管饱和导通。 正高电气为企业打造高水准、高质量的产品。湖南可控硅集成调压模块价格
正高电气从国内外引进了一大批先进的设备,实现了工程设备的现代化。江苏工业窑炉集成智能调压模块
电焊机在进行各种金属焊接时,根据焊接工艺的不同,对焊接时电弧的电压和电流有不同的要求,因此需要各种不同特*流或直流电源。例如,在点、凸、峰焊、电阻焊时需要调节焊接隔离变压器原边的电压大小(相控调压或改变通过的周波数量),属于晶闸管应用于交流调压;在各种氩弧焊、CO2气体保护焊中需要的是直流电源或交直流方波电源。交流应用时,反并联的晶闸管串接在主回路中,直流调压应用时,晶闸管可以组成单、三相全控或半控或双反星型电路。改变晶闸管的导通角或控制晶闸管的开关时间即可达到调节焊接电压和电流的目的。尤其是近几年来,CO2气体保护焊机发展比较迅速,据报道,发达国家这种焊机占到百分之六十或七十的比例,我国该焊机所占比例很低,也就百分之二十左右。目前,国内CO2气体保护焊机有可控和不可控两种,根据所用器件进行区分。采用整流的即为不可控;采用晶闸管整流的即为可控。全国以成都、广州及华东地区发展比较快。所选用的器件大部分是螺栓式晶闸管或二极管占有的比例也很大,其次是日本产的焊机**整流模块。二、电焊机晶闸管模块分类及应用:电焊机中用的晶闸管模块按模块散热底板与电极是否绝缘可分为绝缘型和非绝缘型两种。江苏工业窑炉集成智能调压模块
淄博正高电气有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在山东省等地区的电子元器件中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来淄博正高电气供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!