对焊抛光封头的其他制造过程可能包括以下步骤:卷板:将钢板卷成圆形,并进行对接焊缝。封头成形:将卷板通过压力机进行成形,形成封头的形状。焊接:将封头边缘与筒体进行焊接。打磨:对焊接后的封头表面进行打磨,去除焊缝和不平整的地方,使表面光滑。无损检测:对封头进行无损检测,检查其内部是否存在缺陷或损伤。抛光:对封头表面进行抛光处理,使其表面光滑度达到设计要求。清洗:使用清洗剂对抛光好的封头进行清洗,去除表面的杂质和污染物。验收:对抛光封头进行验收,检查其是否符合设计要求和质量标准。包装:将验收合格的抛光封头进行包装,以保护其在运输和存储过程中的质量和安全。需要注意的是,不同的对焊抛光封头制造工艺和材料可能存在差异,因此在实际制造过程中需要根据具体情况进行调整和优化。同时,为了确保对焊抛光封头的质量和安全性能,需要严格控制每个加工步骤的质量和精度,并进行相关的检测和验收工作。温州浩邦金属制品有限公司是一家专业提供 金属抛光封头设备的公司,有想法的可以来电咨询!河南反应釜抛光封头规格型号

在工业生产中,封头作为管道系统中的重要组成部分,经常需要在高温、高压等恶劣环境下工作。因此,选择一种能够耐受这些极端条件的材料至关重要。310S不锈钢正是这样一种理想的材料,特别适用于制造耐高温封头。310S不锈钢是一种高合金奥氏体不锈钢,具有出色的耐高温性能。它能够在高温下保持稳定的机械强度和良好的耐腐蚀性,这使得它成为制造高温封头的理想选择。无论是在石油化工、电力、冶金还是其他高温工艺领域,310S不锈钢封头都展现出了其优越的性能。在石油化工行业中,高温和腐蚀性介质是常见的挑战。然而,310S不锈钢封头凭借其优异的耐高温和耐腐蚀性,能够在这些极端条件下稳定运行,确保管道系统的安全和可靠性。它们被广泛应用于反应釜、换热器、蒸馏塔等设备中,为生产过程提供了坚实的保障。电力行业也是310S不锈钢封头的重要应用领域。特别是在火力发电厂中,高温蒸汽和烟气的冲刷对设备材料提出了极高的要求。310S不锈钢封头能够承受这些严酷的工作条件,保持长时间的稳定运行,确保电力供应的连续性和安全性。此外,在制药和食品加工行业中,虽然对材料的耐高温性能要求可能不如石化和电力行业那么苛刻,但对卫生和安全标准的要求却同样严格。广东热交换抛光封头制造厂家温州浩邦金属制品有限公司 薄壁抛光封头设备设备值得放心。

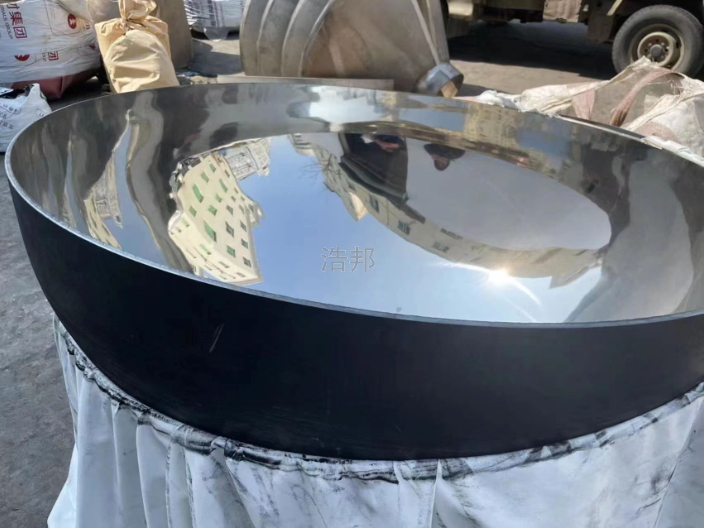
抛光封头是一种高质量的封头,其表面光滑如镜,具有耐腐蚀、耐磨损的优点。在工业制造、石油化工、食品医药等领域得到广泛应用。对于抛光封头的维护,可以从以下几个方面进行:1.保持表面清洁:抛光封头表面不能有灰尘、污垢等杂质,要经常清洁,并保持干燥。2.避免刮擦:使用过程中要避免硬物刮擦抛光封头表面,以免造成划痕或损伤。3.避免接触腐蚀性物质:抛光封头应避免接触酸、碱等腐蚀性物质,以免对表面造成腐蚀。4.定期检查:定期检查抛光封头的表面质量,如发现有划痕、损伤等情况应及时进行处理。5.正确储存:抛光封头应存放在干燥、通风、阴凉的地方,避免阳光直射和高温。6.正规使用:使用抛光封头时应按照厂家提供的说明书或操作规程进行,避免违规操作。总之,抛光封头的维护需要注意细节和正确使用,以保证其长期稳定的使用效果。如遇到具体问题,建议咨询专业技术人员或厂家。
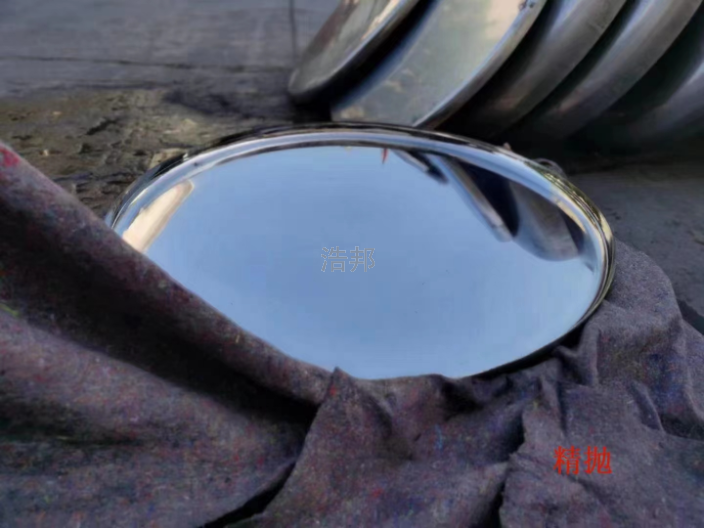
金属抛光封头是一种对金属表面进行加工,以达到光滑、亮丽效果的设备。在工业领域中,抛光封头被广泛应用于各种金属制品的制造和加工过程中,如不锈钢、碳钢、铝等金属材料的抛光处理。抛光封头的种类很多,根据不同的材质和用途,有不锈钢抛光封头、碳钢抛光封头、铝抛光封头等。其中,不锈钢抛光封头由于具有耐腐蚀、美观大方的特点,因此在化工、食品、医药等领域得到了广泛的应用。抛光封头的制造过程一般包括以下几个步骤:1.选材:根据需要抛光的金属材料选择合适的钢材或不锈钢材。2.切割:将钢材或不锈钢材切割成需要的尺寸和形状。3.焊接:将切割好的钢材或不锈钢材焊接成需要的形状和尺寸。4.打磨:使用砂轮、磨料等工具对焊接好的金属表面进行打磨,去除焊缝和不平整的地方,使表面光滑。5.抛光:使用抛光机械、抛光蜡、抛光布等工具对打磨好的金属表面进行抛光处理,使表面更加光滑亮丽。6.检验:对抛光好的金属封头进行检验,检查是否符合要求。7.包装:将合格的金属封头进行包装,以备后续使用。总之,金属抛光封头是一种对金属表面进行加工的设备,具有广泛的应用前景。随着科技的不断进步,相信抛光封头的制造工艺和技术也将不断得到提高和完善。温州浩邦金属制品有限公司 抛光封头设备值得用户放心。

根据不锈钢封头的类型、标准、原料,可选用整块板或许拼板颠末冷冲压、热冲压、冷旋压、热旋压、冷卷、热卷等办法成形封头;也可以分瓣成形后再组焊成封头。不锈钢封头在加热炉内的气氛呈中性或许弱氧化性,加热的火焰不宜和加工件直接触摸。铝封头成型时,加热温度普通不宜超越420度,当式件温度降至300度以下时,不适宜持续热成形。不锈钢封头应该尽量选用热成形,如成型温度约为300度-400度。高温热成形时工件加热温度可以提高到大约650度,但不应该超越800度。冷成形后的热校形温度为100-350度。不锈钢封头的热成形温度在600度之上时,任务外表应该选用耐高温涂料或许其他的防护办法以避免外表氧化污染;热成形温度为500-600度时,由封头制作单位根据状况断定能否需求外表高温的防护。必要时应留有铲除封头外表氧化层的裕量。温州浩邦金属制品有限公司为您提供 薄壁抛光封头设备,有需要可以联系我司哦!天津抛光封头厂家直销
温州浩邦金属制品有限公司为您提供 抛光封头设备,期待为您设备!河南反应釜抛光封头规格型号
润滑抛光封头的方法:滴点润滑:这种方法通常用于圆周速度小于4~5m/s的轻载和中载轴承。从容器经孔、针、阀等供给大致为定量的润滑油,经典的是滴油油杯,滴油量随润滑油粘度、轴承间隙和供油孔位置不同有变化。油环润滑:靠挂在轴上并能旋转的环将油池的润滑油带到轴承中(只能用于卧轴的润滑方法),适用于轴径大于50mm的中速和高速轴承。油绳润滑:依靠油绳的毛细管和虹吸作用将油杯中的润滑油引到轴承中,主要用于圆周速度小于4~5m/s的轻载和中载轴承。油垫润滑:利用油垫的毛细管作用,将油池中的润滑油涂到轴径表面,此方法能使摩擦表面经常保持清洁,但尘埃也会堵塞毛细孔造成供油不足。油浴润滑:这种润滑方法是将轴承的一部分浸入润滑油中,常用于竖轴的推力轴承,而不宜用于卧轴的径向轴承。飞溅润滑:依靠油箱中旋转件的拍击而飞溅起来的润滑油供给轴承,适用于较高速度的轴承。油雾润滑:用干燥的压缩空气经喷雾器与润滑油混合形成油雾,喷射进口电机轴承中,气流可有效地使轴承降温并能防止杂质侵入。此法适于高速、高温轴承部件的润滑。压力供油润滑:靠润滑泵的压力向轴承供油。河南反应釜抛光封头规格型号