- 品牌
- 五金冲压件
- 型号
- 冲压
金属板压筋是另一种独特的技术,用于在金属板的特定区域设计凸起的表面。压筋可以使用两种不同的方法来创建--通过模具组或机器。压筋方法主要用于创建各种不同应用的零件和部件,这取决于所需设计的复杂性及其形式。例如,一些使用压筋部件的most佳实例包括金属覆盖物、发动机罩、发动机外壳、门框、棋盘式的钢板等等。压筋技术可用于不同的金属表面,然而,在此过程中most受欢迎的金属类型是铝。这主要是因为这种金属非常容易加工。此外,这种材料经久耐用,而且重量轻,这两个伟大的特点有助于使压筋工艺更加高效和有效。冲压可以实现薄壁零件的加工。深圳钣金冲压加工

在冲压加工中,模具的导向件通常不需要定期更换,但需要定期进行检查和维护。导向件是模具的重要组成部分,它的作用是保证模具在冲压过程中的精度和稳定性。导向件的磨损或损坏会影响模具的使用寿命和冲压件的质量。因此,建议定期对模具的导向件进行检查和维护,以确保其正常工作。具体的检查和维护内容包括:1.检查导向件的表面是否有磨损、划痕或其他损坏。2.清洁导向件的表面,去除污垢和杂质。3.涂抹适量的润滑剂,以减少导向件的磨损和摩擦。4.检查导向件的安装是否牢固,是否有松动或偏移。如果发现导向件已经磨损或损坏严重,需要及时更换。此外,如果模具的使用频率较高或冲压件的精度要求较高,也可以适当缩短导向件的检查和维护周期,以确保模具的正常工作。 广州屏蔽件冲压制造冲压可以实现零件的批量生产,提高生产效率。

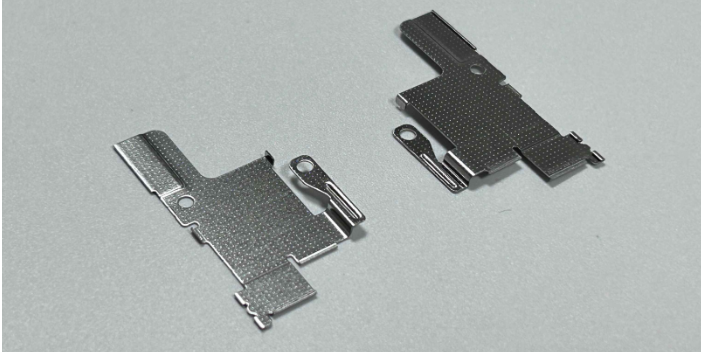
在电子设备可见的外观之外,还隐藏着为其运行提供动力的复杂电路和元件。这些元件往往微不足道,但却至关重要,是通过精密的五金冲压工艺制造而成的。连接器、散热器、屏蔽罩和其他各种电子元件都是按照精确的规格从金属板上冲压而成。这种精确度至关重要,因为即使是微小的偏差也会影响设备的性能。五金冲压确保每个元件都能完美配合并发挥预期功能,在消费电子产品领域发挥着无声却不可或缺的作用。如果有五金冲压的需要,欢迎联系我们公司。
冲压加工中,控制模具磨损的方法主要有以下几种:1.选择合适的模具材料:选择具有高耐磨性、高硬度和良好的耐腐蚀性的模具材料,可以有效地控制模具的磨损。2.优化模具的设计和制造:优化模具的设计和制造质量,减少模具的磨损。3.控制冲压工艺参数:控制冲压速度、冲压压力和冲压温度等工艺参数,可以减少模具的磨损。4.定期维护和保养模具:定期对模具进行维护和保养,可以减少模具的磨损。5.采用表面处理技术:采用表面处理技术,如表面渗碳、渗氮、镀铬等,可以提高模具的耐磨性。以上是控制模具磨损的一些方法,在实际应用中,需要根据具体情况选择合适的方法。冲压可以提高产品的一致性和质量。

在冲压加工中,模具的清洗和润滑方法有以下几种:-清洗方法:-手工清洗:使用抹布或刷子等工具,对模具进行手工清洗。-超声波清洗:将模具放入超声波清洗机中,利用超声波的振荡作用,将污垢和杂质清洗干净。-化学清洗:使用适当的化学清洗剂,对模具进行清洗。-润滑方法:-手工润滑:使用润滑油或润滑脂等润滑剂,对模具进行手工润滑。-喷雾润滑:将润滑剂喷洒在模具表面,利用喷雾的方式进行润滑。-自动润滑:使用自动润滑系统,对模具进行自动润滑。需要注意的是,在进行清洗和润滑操作时,需要遵守相关的安全操作规程,避免发生安全事故。冲压技术不断发展,涌现出了许多新的工艺和设备。揭阳钣金冲压哪家好
冲压件的表面处理可以提高其外观质量和防锈性能。深圳钣金冲压加工
冲压工序术语:1、下料:将材料沿封闭轮廓分离的一种冲压工序,被分离的材料成为工件或工程料片。2、冲孔:将废料沿封闭轮廓从材料或工程料片上分离的一种冲压工序,在材料或工程料片上获得所需要的孔。3、切舌:将材料沿敞开轮廓局部而不是全部分离的一种冲压工序,被局部分离的材料,具有工件所要求的一定位置,不在位于分离前所处的平面上。4、切断:将材料沿敞开轮廓分离的一种冲压工序,被分离的材料成为工件或工程料片,即无废料下料。5、切边:利用冲模修切工程料片的边缘,使之具有一定直径、一定高度或一定外形尺寸的一种冲压工序。包括平面切边和旋切。6、冲裁:利用冲模使部分材料或工程料片与另一部份材料、工件或工程料片分离的一种冲压工序。包括下料、冲孔、切舌、切断、切边等工序。7、折弯:利用压力迫使材料产生塑性变形,从而被弯成有一定曲率、一定角度形状的一种冲压工序。8、压平:利用压力迫使材料产生塑性变形,从而使折弯的竖边反方向打平到折弯前的平行平面上,形成双层材料从而去除了锐边。深圳钣金冲压加工
- 阳江五金支架冲压哪家好 2024-10-21
- 深圳钣金冲压哪家好 2024-10-21
- 广东五金支架冲压厂家 2024-10-21
- 东莞钣金冲压生产厂家 2024-10-21
- 江门屏蔽件冲压厂家 2024-10-21
- 惠州五金支架冲压模具设计 2024-10-21