- 品牌
- 永贞
- 型号
- 2100
- 产地
- 中山
陶瓷复合充电辊的研发突破陶瓷复合充电辊采用氧化锆陶瓷芯轴(硬度HRC85)外包硅橡胶层,芯轴表面经激光雕刻微沟槽(深度0.1mm,间距0.5mm),增大电荷释放面积。测试显示,其充电均匀性CV值(变异系数)<1.5%,较传统金属芯辊提升40%。耐磨损性能达100万印次,适用于生产型复印机(如理光ProC7110)的高负荷场景。充电辊的低温启动技术针对低温环境(-10℃以下),充电辊内置微型PTC加热元件(功率5-8W),开机后自动升温至25℃±2℃,预热时间<1分钟。加热元件与橡胶层之间采用导热硅胶填充(热导率1.5W/m・K),确保温度均匀性<±1℃。在东北冬季实测中,设备启动故障率从35%降至5%。导电海绵充电辊体,接触电阻低至 0.5Ω,充电效率提升 30%。充电辊
充电辊的主要作用机制充电辊作为复印机成像系统的关键部件,主要功能是通过接触式充电为鼓芯表面均匀赋予静电电荷。其工作原理为:充电辊表面的导电橡胶与鼓芯紧密接触,在高压发生器(通常输出-600V直流电压)作用下,通过离子传导使鼓芯表面形成均匀的电荷层(标准电位-800V~-1000V)。该电荷层的稳定性直接决定后续曝光、显影环节的精度,若充电不均匀,会导致图像浓度偏差、底灰或全白页故障。镀镍充电辊的技术优势镀镍充电辊采用金属芯轴表面电镀镍磷合金工艺(镀层厚度20-25μm),硬度达HV500-600,耐腐蚀性较普通钢轴提升5倍。镍层的高导电性(电阻率×10⁻⁸Ω・m)确保电荷传导效率,在柯尼卡美能达C654设备中,连续50万印次测试显示,充电电压波动<±3%。同时,镍层表面粗糙度μm,与鼓芯贴合间隙<,有效避免边缘放电不均。 全新兼容Bizhub C250i充电辊智能充电辊集成IoT模块,远程监控电压波动并预警。
智能温控充电辊:-20℃极速启动,0等待内置PTC智能加热模块(功率8W),-20℃环境下自动升温至25℃±1℃,预热时间<45秒。东北冬季实测显示,设备启动故障率从40%降至3%。导热硅胶层(热导率2.0W/m・K)确保辊体温度均匀,避免因低温导致的电荷分布不均,保障北方严寒地区的稳定打印。快拆式充电辊:2分钟维护,70%备件通用用球形锁扣快拆结构,旋转90°即可完成更换,单人操作耗时<2分钟。防呆定位销确保安装偏差<0.08mm,兼容惠普、佳能、施乐等70%主流机型。某物流企业引入后,维护工时成本降低65%,备件库存种类减少50%,好的提升运维效率。
充电辊与鼓芯的匹配标准充电辊直径需与鼓芯直径严格匹配,通常遵循1:1.2-1:1.5的传动比。以佳能iR-ADV6575为例,鼓芯直径62mm,充电辊直径50mm,通过齿轮组(模数0.5,传动比1.24)实现同步转动,线速度误差<0.1%。不匹配的传动比会导致电荷分布滞后,产生纵向条纹缺陷。充电辊的寿命影响因素充电辊寿命受环境湿度(比较好范围45%-65%RH)、碳粉导电性(电阻率10⁹-10¹⁰Ω・cm比较好)及打印覆盖率影响。在20%覆盖率、湿度60%RH工况下,普通橡胶辊寿命约20万印次,而陶瓷复合辊可达80万印次。高温高湿环境会加速橡胶老化,建议每季度检测辊体表面电阻。弹性记忆材料辊体,受压变形后 10 秒回弹,长期使用不变形。
充电辊的抗干扰设计为应对强电磁环境(如数据中心、工业车间),充电辊采用双层屏蔽结构:内层为导电布(屏蔽效能>60dB),外层为金属网罩(孔径<1mm)。经EN55022ClassB标准测试,在1GHz频率下,辐射 扰限值<30dBμV/m,确保充电电压波动<±5%。彩色复印机充电辊的特殊性彩色复印机需四组独用充电辊(对应CMYK四色鼓芯),每组充电辊的表面电阻需差异化设置(青色10⁸Ω,黑色10⁷Ω),以适配不同颜色碳粉的带电特性。在爱普生SureColorP9080中,充电辊压力可通过软件独用调节(0.18-0.22N/cm²),实现彩色图像的均匀充电。智能调压模块适配不同纸厚(60-300g/m²),成像一致性达98%。Bizhub C221充电辊批发厂家
充电辊表面粗糙度 Ra0.2μm,与鼓芯贴合紧密,避免局部漏电致白页。充电辊
复印机打印机耗材配件充电辊研究前沿石墨烯涂层技术 提升导电性和耐磨性。自修复材料可自动修复微小损伤,延长寿命。压电材料实现压力自适应,优化接触质量。柔性电子技术使可弯曲充电辊成为可能。生物降解材料减少环境影响。人工智能预测寿命,优化更换周期。量子点技术提升图像分辨率。纳米结构表面增强电荷分布均匀性。多物理场仿真优化设计。这些创新将推动充电辊向更智能、更高效、更环保方向发展,支持未来打印复印技术进步。充电辊

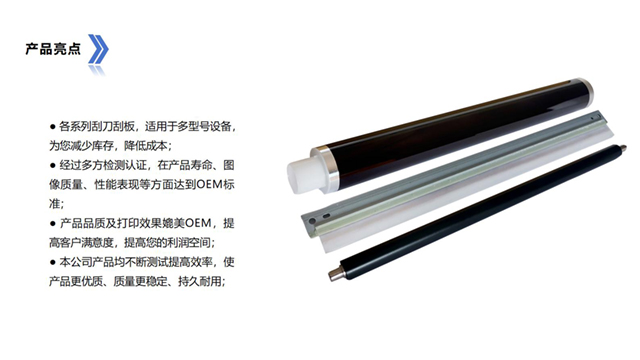
每种类型都有其适用场景,需根据打印量、环境条件和质量要求选择。现代复合辊通过材料工程优化,在弹性、导电性和耐磨性之间取得比较好平衡。充电辊生产工艺生产过程包括精密金属加工、多层材料复合和表面处理。金属芯轴经抛光、清洗后镀镍防锈。弹性层采用模压成型,确保均匀厚度和回弹性。导电层通过喷涂或浸渍工艺形成,需严格控制石墨含量以达到目标电阻率。表面涂层采用静电喷涂或化学气相沉积,形成均匀保护层。关键工艺参数包括层间结合强度、表面粗糙度(Ra≤0.5μm)和厚度公差(±0.05mm)。在线检测系统监控每道工序质量,确保产品一致性。特殊工艺如等离子处理可增强层间粘接,激光雕刻用于编码和追踪。整个生产过程在无...
- 全新兼容Bizhub C226i充电辊厂家报价 2025-05-21
- DK5140充电辊厂家直销 2025-05-20
- ECOSYS M3540idn充电辊技术指导 2025-05-19
- 柯美DR512K黑色充电辊价格多少 2025-05-19
- 全新兼容Bizhub C368充电辊厂家供应 2025-05-18
- 全新兼容Bizhub C364充电辊厂家报价 2025-05-17
- 全新兼容Bizhub C226充电辊批量定制 2025-05-17
- 全新兼容PANTUM CM8500DN充电辊技术指导 2025-05-17
- ECOSYS M6035cidn充电辊供应商 2025-05-16
- ECOSYS P3055dn充电辊生产企业 2025-05-16
- 全新兼容PANTUM CM8506DN充电辊技术指导 2025-05-16
- 全新兼容Bizhub C364充电辊量大从优 2025-05-16
- 全新兼容奔图DO850CMY黑色充电辊 2025-05-15
- 全新兼容Bizhub C266i充电辊厂家供应 2025-05-15
- 全新兼容立思辰GA7530cdn充电辊供应商家 2025-05-14
- 全新兼容PANTUM CM8506DN充电辊供应商 2025-05-14





- 全新兼容ECOSYS P2335d显影组件生产企业 05-25
- 全新兼容ECOSYS M2635dn显影仓OA影像行业的技术革新者 05-25
- 全新兼容Bizhub C7122套鼓硒鼓厂家供应 05-25
- Bizhub C554e鼓维护套件源头厂家 05-25
- 全新兼容京瓷DV1150显影仓适用于各系统兼容复印机 05-25
- Bizhub C454e鼓维护套件供应商家 05-25
- Bizhub 458鼓维护套件厂家报价 05-25
- 全新兼容ECOSYS M2735dn显影仓OA行业通用配件耗材研发 05-25
- 全新兼容ECOSYS P2040dn显影仓适用于各系统兼容打印机耗材配件 05-25
- 全新兼容ECOSYS M2040dn显影仓OA影像行业的技术革新者 05-25