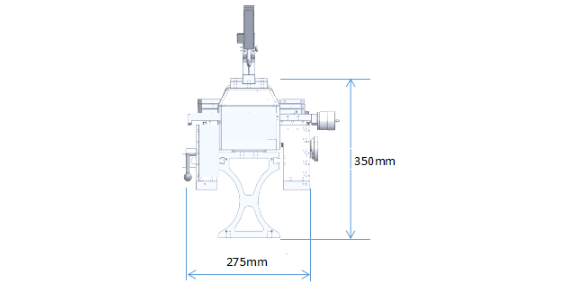
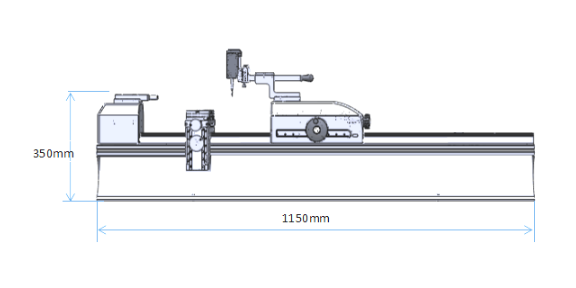
以线纹尺的刻度或光波波长作为已知长度,利用机械测头进行接触测量的光学长度测量工具。测长机具有能在3个坐标内移动和2个坐标内转动的可调工作台,还带有不同测头和附件,常用于检定大尺寸量块和测量多种工件的内、外尺寸。测长机有1米、3米、6米和6米以上等几种测量范围,分度值通常为1微米。为求结构紧凑,多数测长机不采用阿贝原则(见长度测量工具),而采用爱宾斯坦光学系统。这种光学系统能自动补偿由于导轨直线度误差引起的测量误差。测量范围在1米以内的习惯上称为测长仪,它利用读数显微镜和带有线纹尺的测量轴组成的测量系统(习惯上称为阿贝头)进行接触测量。阿贝头的示值范围一般为100毫米。测长仪有立式和卧式两种。它的结构设计一般符合阿贝原则,故通常也称为阿贝测长仪。立式测长仪和卧式测长仪的测量范围通常分别不大于250毫米和600毫米(测量范围大于100毫米时需要用量块调整零位)。前者主要用于测量外尺寸,后者主要用于测量较大工件或在立式测长仪上不易定位的工件如圆盘等的内、外尺寸等。我们的测长机产品具有多种测量模式和功能,能够适应不同的测量需求和应用场景。泰州UCK测长机生产厂家

光面环规的孔径尺寸,我们通常选用测长仪来测量。在测长仪上可以通过测钩法、电眼法测量光面环规孔径。根据被测光面环规的孔径尺寸大小不同,可以选用大测钩、小测钩、电测测钩、测钩等附件实现测量。用大测钩、小测钩测量内尺寸,通常也叫做测钩法。测钩法测量内尺寸是通过与标准环规比较的方法获得被测光面环规的孔径值。当没有标准环规时,可以利用测长仪的附件——基准挡块,与三等量块组合成标准尺寸,通过测钩法实现光面环规的孔径测量。此外,我们还可以利用电测测钩、测钩,通过电测装置实现光面环规的孔径测量。本次我们选用新天JD25-C数据处理式测长仪,介绍光面环规孔径的测量。上海UHV测长机定做厂家我们的售后服务团队会定期与客户进行沟通,了解产品的使用情况并提供必要的支持和建议。

换上平面测帽,并将其测量面调至平行后,按上述方法再次检定。当紧固水平轴时,观察示值的变化。工作台微分筒的示值误差和回程误差,要求,示值误差不大于8um;回程误差不大于3um。检定方法,用检定极限误差不超过±1um的玻璃刻度尺和分度值为1um的读数显微镜检定。检定时,将玻璃刻度尺安装在工作台上,并使其轴线平行于微分筒移动方向。在刻度尺的下方安装反光棱镜,如图7.3.1所示。将读数显微镜借助支架固定在基座上,当微分筒对准零位后,调整显微镜,使其对准刻度尺的零线,并记下显微镜的示值。
光栅测长机特点:双向恒测力:1)双向恒测力系统,减小了测力对测量结果的影响,保证了较高的系统测量精度;2)测力手动连续可调;3)测力传感器原理避免了仪器台面不水平及周围环境振动带来的测力误差。智能化管理与检测软件系统:1)仪器操作界面友好,操作者很容易即可基本掌握仪器操作,使用十分简便。2)10多年积累的实用检定软件设计经验,向客户提供简洁、实用、快速的操作体验;3)集成众多长度标准、规程,功能强大、自动处理数据、打印各种格式的检定报告,自动显示、打印、保存、查询检定记录;4)测量范围广,可满足绝大多数类型的量规、量块等长度参数测量;5)软件配备快速找拐点指示功能,方便客户快速便携地找到被测件的拐点;6)纯中文操作软件系统,更好的为国内用户服务;7)打印格式正规、美观。检定数据可存档,或集中打印,不占用检定操作时间;8)本仪器采用计算机大容量数据库储存,可自动记录保存所有检定结果。高性能五轴工作台:1)X,Y,Z三轴采用高性能交叉滚子导轨:摩擦力极小,稳定性好,承载高;2)Y轴平移、倾斜、水平旋转设计了高调节细度的结构,方便客户更好地找到三个轴的拐点;3)Z轴标准配置及Y轴可选配置数显装置,可连接将数据传输到电脑。万能测长仪批发价是多少?

如果浮动导轨松动,应将横向的一根导轨拆下来,中间双面导轨下便露出了±3o转动轴上三只紧固螺钉,拆掉转动轴后,即可拆掉横向运动导轨基座。由于浮动导轨的结构与横向运动导轨基本相同,检修办法同上。(4)在检修过程中应注意下列事项①由于横向运动在全程25mm范围内与测量主轴的垂直度要求为,所以在横向导轨检修过程中不可将两根单面导轨全部拆掉,否则,垂直度要求将被破坏,增加检修难度。②在浮动导轨松动时,检修过程中不能将导轨卡得太紧,否则将使浮动灵敏度降低,影响工作台重复性误差的调整。我们的测长机具有高度可靠性和稳定性,能够长时间运行而不影响测量结果。杭州小型测长仪定做价格
上海便携式测长仪维修服务哪家好?泰州UCK测长机生产厂家
万能测长仪式中:△Ln,△L1分别为和起始量块的偏差值(um);n为配对数。万能测长仪读数装置的回程误差应不超过。【万能测长仪检定方法】转动微米刻度,使其零线与指标线对准,移动测量轴,使毫米刻度尺的任一毫米刻线与螺旋线(或双线)大致对准。然后转动微米刻度,使螺旋线(或双线)分别以正向和反向对准毫米刻线,并按微米刻度读数。每一方向均要进行四次对准和读数,取其平均值作为该方向的读数,回程误差以正向和反向读数的差值确定。回程误差的检定,至少应在均匀分布于微米刻度的五个不同位置上进行。万能测长仪读数装置的示值误差应不超过。【万能测长仪检定方法】用3等量块检定。万能测长仪在测量轴和尾管的测量杆上安装球面测帽。移动测量轴,使两球面测帽相接触,借助尾管测量杆径向调整螺钉,将球面测帽调整至正确状态(比较大值)。将尺寸为1mm的量块放入两球面测帽之间。转动微米刻度,使其零线与指标线对准。万能测长仪调整读数装置或转动尾管测量杆的微动螺丝,使毫米刻度尺的任一毫米刻线处于,并与螺旋线(或双线)对准。泰州UCK测长机生产厂家