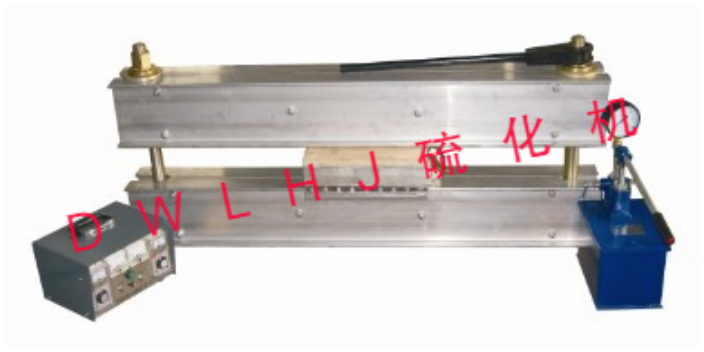
硫化机的安装1.下机架的摆放使端部对齐,机架的中心线与钢丝绳芯输送带的中心线对齐。然后放置水压板、传压板及下硫化板、硫化板的摆放以其工作面的中心线为基准,并与钢丝绳芯输送带的中心线对齐。2.待钢丝绳芯输送带胶接部位按工艺制作好后,在胶接部位的两侧用挡铁夹紧。2.再依次摆放上硫化板、水压板、及上隔热板,摆放上机架。均要求其工作面的中心线与钢丝绳芯输送带中心线对齐,装上连接螺栓,并逐个上紧。4.硫化机紧固后,分别接好高压水管及电线插头及加压泵。硫化机操作1.准备就绪后,对各部件作一次仔细检查,确认无问题后,便可给硫化机送电硫化。2.加热电源的设定温度为140~150°,开始硫化时,水压加压至1Mpa。3当硫化加热至100°时,继续加压至。4.当温度升至140~145°时,开始保温20分钟。5.保温达到时间后,硫化结束。待自然冷却至60°时,拆卸设备,完成钢丝绳芯输送带的硫化。 硫化机的结构包括加热室、压力系统、控制系统等,需要进行定期维护和保养。中国台湾修补硫化机供应
硫化机广泛应用于橡胶制品的生产过程中,如轮胎、橡胶管、橡胶密封件等。通过硫化机的处理,橡胶制品可以获得更好的弹性、耐磨性和耐老化性能,提高产品的质量和使用寿命。此外,硫化机还可以用于橡胶回收再利用的过程中,将废旧橡胶制品进行再加工,减少资源浪费和环境污染。随着科技的不断进步,硫化机的技术也在不断发展。目前,一些先进的硫化机已经采用了自动化控制系统,可以实现对硫化过程的精确控制和监测。此外,一些新型硫化机还采用了能源节约和环保的技术,如采用高效的加热方式和废气处理系统,以减少能源消耗和环境污染。未来,随着橡胶制品市场的不断扩大和对产品质量要求的提高,硫化机的发展将更加注重提高生产效率和产品质量。中国澳门水冷却硫化机销售硫化机结构紧凑,操作简单,维修方便。

硫化机作为橡胶制品生产过程中不可或缺的设备,具有一些明显的优势。首先,硫化机能够提高橡胶制品的性能,使其具有更好的弹性、耐磨性和耐腐蚀性。其次,硫化机能够实现批量生产,提高生产效率和产品质量。然而,硫化机也面临一些挑战。例如,硫化机的能耗较高,需要采取节能措施。此外,硫化机的操作和维护要求较高,需要专业的技术人员进行操作和维护,以确保设备的正常运行。随着橡胶制品需求的不断增长,硫化机的市场需求也在不断扩大。未来,硫化机将继续向着高效、节能、智能化的方向发展。随着新材料和新工艺的应用,硫化机的性能将得到进一步提升,为橡胶制品的生产提供更好的技术支持。同时,硫化机的维护和操作也将更加简便,降低使用成本。总之,硫化机作为橡胶制品生产过程中的关键设备,将在未来继续发挥重要作用,推动橡胶制品行业的发展。
近年来,随着物流行业的不断发展,胶带的使用越来越。然而,胶带在运输过程中往往会因为各种原因而损坏,给物流企业带来不小的损失。为了解决这一问题,我们公司推出了一款全新的产品——胶带硫化机。胶带硫化机是一种专门用于修补损坏胶带的设备。它采用先进的硫化技术,能够快速、准确地修补胶带的损坏部位,使其恢复原有的强度和粘性,从而延长胶带的使用寿命,减少企业的损失。胶带硫化机具有以下几个优点:1.高效:胶带硫化机采用先进的硫化技术,能够在短时间内完成胶带的修补,提高工作效率。2.精细:胶带硫化机能够精确地定位胶带的损坏部位,并对其进行修补,确保修补效果达到比较好。3.节约成本:通过使用胶带硫化机,企业可以延长胶带的使用寿命,减少胶带的更换次数,从而降低企业的成本。4.环保:胶带硫化机采用无污染的硫化技术,不会对环境造成任何污染。硫化机的操作需要专业的技术人员,以确保安全和稳定的运行。
硫化机的维护保养时应注意以下问题:1、硫化机存放环境应保持干燥、通风良好,避免因潮湿导致电器线路潮湿;2、不要在雨天在室外使用硫化机,防止电控箱及加热板进水;3、如果工作环境潮湿、多水,在拆卸搬运硫化机时,应在地面用物品垫高,不要让硫化机同水直接接触;4、如果在使用过程中,因操作不当导致加热板进水,应首先联系厂家进行维修。如果需要进行应急抢修,可将加热板上盖板打开,先将水倒出,然后将电控箱设置为手动操作,加温到100℃,保持恒温半个小时,将线路烘干,在在手动状态下进行皮带胶接。同时应及时联系生产厂家,进行线路的整体更换;5、硫化机在较长时间内不需要使用的情况下,应每隔半个月对加热板进行加热(温度设置在100℃),保持温度半个小时左右;6、每次使用结束后,应当将水压板内的水放干净,尤其是冬季,如果水不能放干净,往往导致水压板胶皮过早老化,水压板使用寿命降低;正确的放水方式是,在硫化保温结束后,硫化机未拆卸前进行。如果在机器拆卸后放水,有可能导致水压板内的水无法彻底排出。硫化机可实现自动化控制,提高生产效率。宁夏轻型硫化机生产
硫化机的内部结构复杂,包括加热系统、压力系统和控制系统等。中国台湾修补硫化机供应
钻模板的各种孔(包括大小孔)必须要在坐标镗床上全部加工完成,孔距误差可以控制在士0.006mm范围以内,一般情况下的孔距误差要求控制在士 0.1mm。以安装阀的的四个螺钉孔固定位置,然后在钻模板上安装了四个定位销钉,插入了阀体四个安装孔中。阀体的四个安装螺钉孔要在先划线钻出螺纹底孔,钻模板以这四个孔定位,再钻通油孔道。这样的加工,能保证是与阀体的通油孔道的中心距 "X"对位准确,即使油温上升到60℃时也不会发生漏油的现象.中国台湾修补硫化机供应