- 品牌
- 广州飞升
- 型号
- 齐全
- 壳体型式
- 蜗壳式,节段式,双蜗壳式,分段式,透平式,中开式,筒袋式,双层壳体式
雾化喷涂的定价机制,主要是基于不同功能、不同型号的情况下,雾化喷涂产品的价格会受到硬件和软件双重因素的影响。在雾化喷涂功能不同、型号不同的情况下,由于不同的雾化喷涂,所采用的硬件和软件会有所不同。在流量相同的情况下,会存在基本型号(雾化喷涂数码管显示转速)、流量型号(显示屏显示流量参数)、分配型号(显示屏显示分配参数)等形式。基本型号和流量型号产品区别包含硬件和软件两方面因素,一方面显示形式不一样,会有硬件成本的额外支出;另一方面流量型的软件结构较基本型的复杂,在程序的编写开发上成本也较高。对于流量型号和分配型号则主要集中在软件开发的成本上,分配型的程序较流量型的程序复杂很多。雾化喷涂已经在国外一些工厂得到实践应用。河南造影雾化喷涂平台

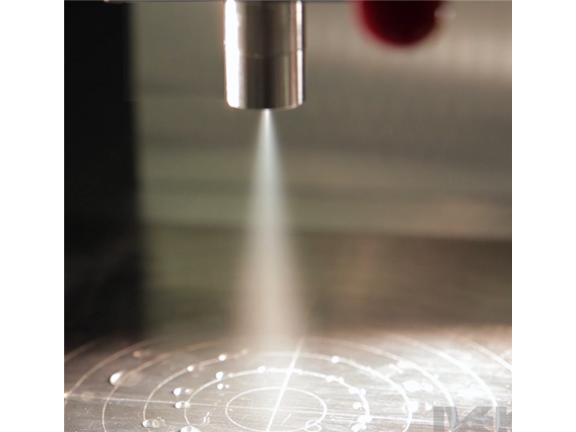
雾化喷涂升华的条件与速度。冰在一定温度下的饱和蒸汽压大于环境的水蒸气分压时即可开始升华;比制品温更低的凝结器对水水蒸气的抽吸与捕获作用,则是维护升所必需的条件。气体分子在两次连续碰撞之间所走的距离称为平均自由程,它与压力成反比。在常压下,其值很小,升华的水分子很容易与气体碰撞又返回到蒸汽源表面,因而升华速度很漫。随着压力降低13.3Pa以下,平均自由程增大105倍,使升华速度明显加快,飞离出来的水分子很少改变自己的方面,从而形成了定向的蒸汽流。真空泵在雾化喷涂中起着抽除气体的作用,以维护升华所必需的低压强。1g水蒸气在常压下为1.25L而在13.3Pa时却膨胀为10000升,普通的真空泵在单位时间内抽除如此大量的体积是不可能的。凝结器实际上形成了专门捕集水蒸气的真空泵。高精密雾化喷涂价位雾化喷涂雾滴的大小则与超声波的频率及液体的表面张力有关。

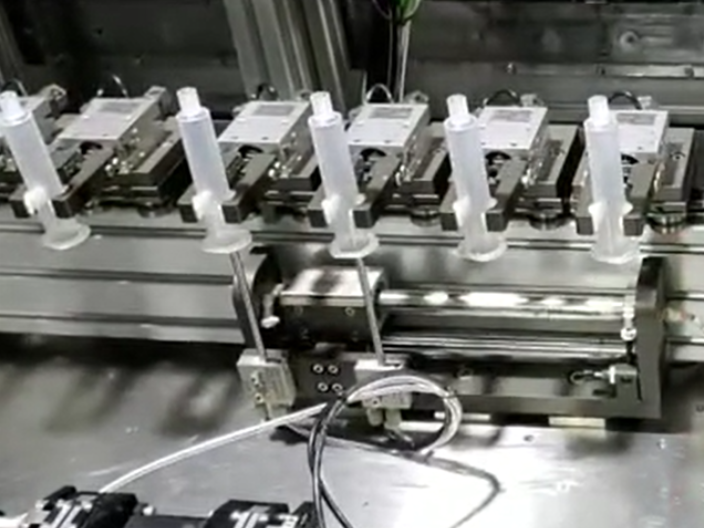
雾化喷涂如何应用于点胶行业?1、胶液接触转轮,易污染机器,不易清洗。2、胶液转涂不均匀,胶量不易控制。3、涂胶过程麻烦,调试不方便。而雾化喷涂由于输送时只接触泵管,可以连续并精确的将粘胶输送到制定位置,因此可以解决合掌机用涂胶时存在的问题。胶液的粘性非常高,不同于一般的水性流体,因此能保证高效长期稳定的涂胶,雾化喷涂应用于合掌机中的注意事项:1、选择泵管时要采用壁厚稍厚的雾化喷涂软管。2、适当采用内口径稍大的雾化喷涂软管。3、尽可能的降低雾化喷涂的转速,通常转速控制在50rpm以内。4、要定期检查并提前更换泵管,防止泵管破裂。5、在选择雾化喷涂的时候要尽量选择可以耐胶耐腐蚀结构强度好的雾化喷涂泵头,驱动器选择方面较好选择具有流量显示功能和校正功能的雾化喷涂。
为什么无菌灌装的时候要选择雾化喷涂?无菌灌溉的一般计量充电方法有时间压力法、活塞泵充电和雾化喷涂充电。但是随着生物制药的普及和一次性包装材料技术的成熟,雾化喷涂的应用也越来越多地应用于规模生产。与活塞泵相比,雾化喷涂有以下差异:比较转子直径相同的泵,会出现“枕头”体积较大的泵,其转子每圈输送的流体体积也较大,但产生的脉动度也较大。这和刚才阀门的情况相似。生产小“枕头”体积的泵,转子每转一圈,输送的流体体积也很小。而且,快速、连续形成的小“枕头”使流体的流动相对顺畅。这与齿轮泵的工作方式相似。雾化喷涂见证了喷涂装备技术的不断发展。
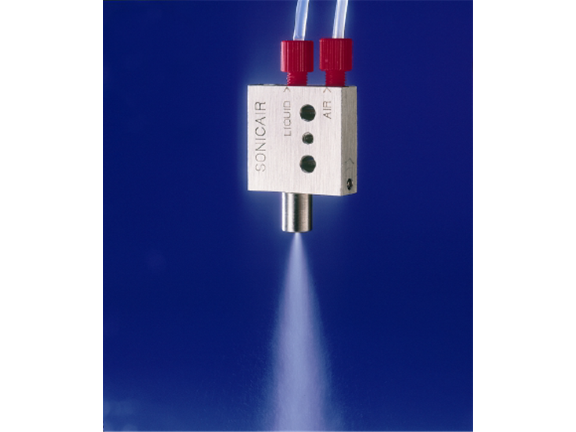
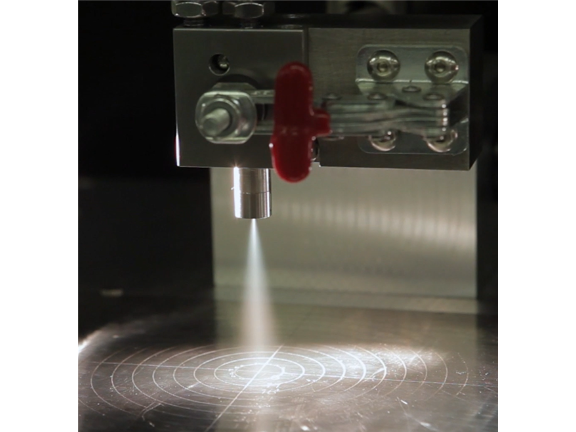
微量喷涂。的基本结构是始于适配器(1),其一方面确定了可供使用的喷涂循环(比如4-,6-,8-循环系统)的数量,另一方面能将不同应用程序制造商的产品连接在一起。影响脱膜剂均匀分配的主要参数是喷嘴和模具表面的间距。这一间距可以通过适配器模块(2)进行调节。两个半模之间的可用间距由模具厚度(边框厚度+轮廓)减去总的模具开放行程来确定。同样必须与可使用循环数量相匹配的分配器板条,直接与适配器模块(3)相连接。通过分配器距离模块,与模具表面的间距能够更加准确的进行设定。喷头的宽度和高度通过喷涂。雾化喷涂具有旋转圆柱形头,可优化喷涂的油漆量。上海抗凝剂雾化喷涂供应商
雾化喷涂能耗低、雾化效率高。河南造影雾化喷涂平台
雾化喷涂将搁板温度与制品温度随时间的变化记录下来,即可得到冻干曲线。比较典型的冻干曲线系将搁板升温分为两个阶段,在大量升华时搁板温度保持较低,根据实际情况,一般可控制在-10至+10之间。第二阶段则根据制品性质将搁板温度适当调高,此法适用于其熔点较低的制品。若对制品的性能尚不清楚,机器性能较差或其工作不够稳定时,用此法也比较稳妥。如果制品共晶点较高,系统的真空度也能保持良好,凝结器的制冷能力充裕,则也可采用一定的升温速度,将搁板温度升高至允许的高温度,直至冻干结束,但也需保证制品在大量升华时的温度不得超过共晶点。河南造影雾化喷涂平台

- 湖北胶塞雾化喷涂机 2025-07-15
- 湖南高精密雾化喷涂代理商 2025-07-14
- 雾化喷涂原理 2025-07-14
- 湖南抗凝剂雾化喷涂品牌 2025-07-13
- 湖北预充式雾化喷涂设备 2025-07-13
- 天津生物试剂雾化喷涂设备 2025-07-13
- 北京硅油雾化喷涂价位 2025-07-13
- 广州抗凝剂雾化喷涂参考价 2025-07-12