机器来替代人工干活工人只需要辅助上下料就行了,就这么简单,而且机器上的刀具工人不会直接接触到,很大程度保护了机器的使用安全性,极大减少了工伤事故的发生。数控旋风铣:数控开榫机优势一:操作简单,安全性能高数控开榫机电脑操控,对工人要求很低,工人不用花费漫长的培训成本来上岗,只要认识字就可以,“傻瓜式操作”,机器模板在电脑里早已经设置好,需要加工什么尺寸只需要在模板表格里输入一个阿拉伯数字就可以,模板里的立体形状模板更生动形象的把榫头割部分的位置简单的表达出来,一看就懂,一学就会,节约了企业大量的培训时间,新手经过简单半天的熟悉机器,接着就能上岗。数控加工中心铣削曲面零件不可忽视几大技巧。多头蜗杆数控旋风铣案例
什么是旋风铣旋风铣?是通过安装在高速旋转刀盘上的硬质合金成型刀具,从工件上铣削出螺纹的螺纹加工方法。因其铣削速度高(速度达到400m/min),加工效率快,和传统的车削效率高几倍甚至十几倍,加工过程中切削飞溅如旋风而得名—旋风铣。旋风铣可以实现干切削、重载切削、难加工材料和超高速切削,消耗动力小。表面粗糙度能达到Ra0.8μm。旋风铣时机床主轴转速慢,所以机床运动精度高、动态稳定性好,是一种先进的螺纹加工方法。南通数控旋风铣工艺数控铣床编程操作,四个实例助你快速入门。

数控锯铣机在异形板和实木加工方面取得了巨大的进步。随着发展,它变得越来越省力、省时、省力。操作时,在模板制作完成后划线,以节省时间,降低熟练工人的劳动强度,减少对熟练工人的依赖。切割工件的一致性高,面板加工更方便省力。随着科学技术的飞速发展,许多年轻人不愿从事简单的劳动密集型工作,这就要求许多企业淘汰落后的设备,增加更多省力的木工机械。近年来的趋势尤其明显,这要求我们的机械制造商跟上步伐,生产更好的设备。华洲数控作为国内代数控锯铣机的生产厂家,拥有雄厚的技术积累,在数控锯铣机生产设计方面有着无可比拟的经验优势,我们生产的数控锯铣机销售到了大江南北,甚至远销海外,为国内外众多客户的生产提供了助力,并且在与客户的沟通的过程中认真接受客户反馈和意见,不断对机器的构造、功能、细节等方面进行改进,时至,在这种机器的生产方面技术已经日臻成熟。更多旋风铣选购知识建议电询南京创远旋铣装备制造有限公司。
数控旋风铣的五个运动旋风铣与车床配套后在加工过程中需要完成五个加工运动:刀盘带动硬质合金成型刀高速旋转(主运动)车床主轴带动工件慢速旋转(辅助运动)旋风铣根据工件螺距或导程沿工件轴向运动(进给运动)旋风铣在车床中拖板带动下进行径向运动(切削运动)旋风铣在一定角度范围内还有螺旋升角调整的自由度(旋转运动),旋风铣切削螺纹的优点:1、加工效率高,比传统车削加工效率高!比较高可达到10倍以上。2、产品一刀成形,偏心切削不需退刀。3、不改动车床结构,螺旋升角可调,安装方便。4、表面粗糙度可达Ra0.8微米,甚至更高,加工精度可提高2级。5、编程方式简单快捷,成型刀片,刀片和刀片槽定位精度高,降低工人技术要求。更多旋风铣选购知识建议电询南京创远旋铣装备制造有限公司。旋风铣到底是什么神器。

数控旋风铣:模具制造常用的数控加工机床有:数控铣床、数控电火花成型机床、数控电火花线切割机床、数控磨床及数控车床。数控机床通常由控制系统、伺服系统、检测系统、机械传动系统及其他辅助系统组成。控制系统用于数控机床的运算、管理和控制,通过输入介质得到数据,对这些数据进行解释和运算并对机床产生作用;伺服系统根据控制系统的指令驱动机床,使刀具和零件执行数控代码规定的运动检测系统则是用来检测机床执行件(工作台、转台、滑板等)的位移和速度变化量,并将检测结果反馈到输入端,与输入指令进行比较,根据其差别调整机床运动;机床传动系统是由进给伺服驱动元件至机床执行件之间的机械进给传动装置;辅助系统种类繁多,如:固定循环(能进行各种多次重复加工)、自动换刀(可交换指定刀具)传动间隙补偿偿机械传动系统产生的间隙误差)等等。更多旋风铣选购知识建议电询南京创远旋铣装备制造有限公司。螺纹加工神器“旋风铣”!摆动油缸数控旋风铣工艺
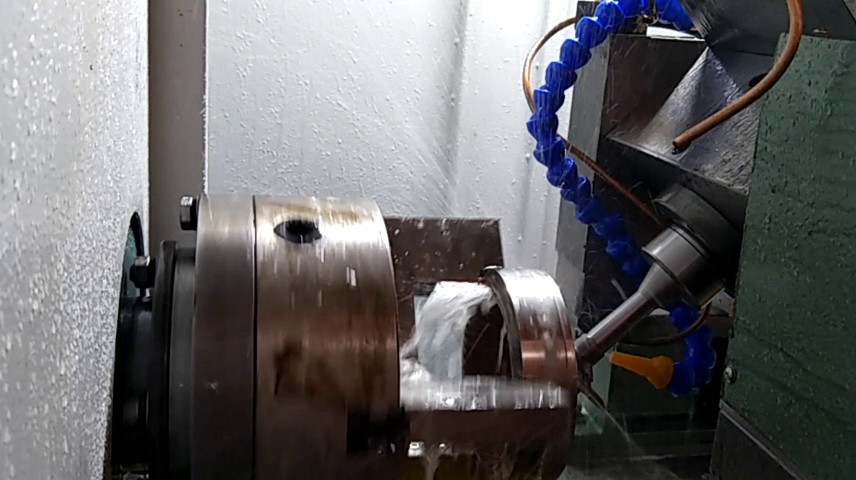
你不了解的旋风铣,加工螺纹的神器。多头蜗杆数控旋风铣案例
数控旋风铣:内切式1、内切式旋风铣由于包络行程长,切削量大,切削力较外旋风铣相对效率高;2、如果用常规的焊接式硬质合金刀头加工,因不易对刀,只能装夹一把成型刀,因此刀痕粗,精度略低(既使装夹多把成型刀具,也无法保证齿形的中心线及安装的基准一致);3、内切式旋风铣因工件穿过主轴内孔,受结构限制,加工螺旋升角一般不超过12°-14°;如果通过增大内孔来增大倾角,只能造成齿形过切,无法保证齿形精度;4、因此内切式旋风铣必须解决刀具问题,实现多刀成型铣削,如机夹旋风铣刀,才能保证工件的表面质量、齿形的精度等级。更多旋风铣选购知识建议电询南京创远旋铣装备制造有限公司。多头蜗杆数控旋风铣案例