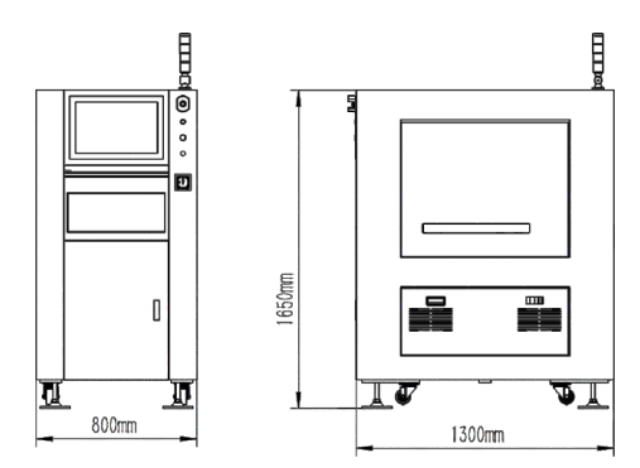
- 品牌
- GDK
- 型号
- D1
- 类型
- 全自动高速点胶机
使用点胶机有哪些应该注意的事项?在点胶机行业中,生产中容易出现以下问题,比如胶点大小不匹配、拉丝、胶水浸染焊盘、固化强度不好易掉片等。解决这些问题应整体研究各项技术工艺参数,从而找到解决问题的办法。①点胶量的大小根据工作经验,胶点直径的大小应为焊盘间距的一半,贴片后胶点直径应为胶点直径的1.5倍。这样就可以保证有充足的胶水来粘结元件又避免过多胶水浸染焊盘。点胶量多少由螺旋泵的旋转时间长短来决定,实际中应根据生产情况(室温、胶水的粘性等)选择泵的旋转时间。②点胶压力(背压)目前所用点胶机采用螺旋泵供给点胶针头胶管采取一个压力来保证足够胶水供给螺旋泵(以美国CAMALOT5000为例)。背压压力太大易造成胶溢出、胶量过多;压力太小则会出现点胶断续现象,漏点,从而造成缺陷。环境温度高则会使胶水粘度变小、流动性变好,这时需调低背压就可保证胶水的供给,反之亦然。③针头大小在工作实际中,针头内径大小应为点胶胶点直径的1/2,点胶过程中,应根据PCB上焊盘大小来选取点胶针头:如0805和1206的焊盘大小相差不大,可以选取同一种针头,但是对于相差悬殊的焊盘就要选取不同针头,这样既可以保证胶点质量,又可以提高生产效率。机械装配通用技术规范。坪山区国内点胶机设备厂家

灌胶机和点胶机有什么区别?灌胶机和点胶机的区别灌胶机和灌胶机的区别灌胶机和灌胶机是市场上应用较广的两种液控系统。其实,灌胶机和灌胶机可谓是同一种设备,工作范围不同,因为它操作简单,运行平稳,夹持力精确,工作效率高,适用范围广。在人工成本越来越高,点胶机和灌胶机是越来越多的胶水厂家替代大家必备的传统自动点胶机的优先选择。客户在购买时,通常不知道它们之间的区别。下面就来说说点胶机和灌胶机的区别。1、在出胶量上,点胶机适合少量或少量点胶,点胶机适合大功率点胶。2、胶水方面,点胶机可使用单组份胶水如(UV、PU、红胶、油漆等),灌胶机可使用双组份胶水如(AB环氧树脂树脂胶、AB硅橡胶、AB聚氨酯材料等)3、在供胶系统软件方面,点胶机一般采用标准气动挤出胶,灌胶机采用齿轮油泵、磁力泵、活塞泵等泵壳,将两种胶水按照定量灌胶状况。分析、配制、混合和重新填充商品。4、在功效上,点胶机适用于点胶、涂胶、滚圆、行走各种异形运动轨迹等,而灌胶机适用于商品的封胶,一般以防水胶为主通过指定。宝安区高速点胶机生产厂家点胶机,和田古德,多年专注点胶机,厂家直销。

1.操作员应根据工作经验,胶点的直径应为焊盘间距的一半,粘贴后胶点的直径应为胶点直径的1.5倍。这样可以确保有足够的胶水来粘合组件,并防止过多的胶水浸渍焊盘。2.点胶压力背压过大容易造成溢出和胶水过量;如果压力过小,则会有间歇的点胶和泄漏,从而造成缺陷。因此点胶机操作员应根据相同质量的胶水和工作环境温度选择压力;高环境温度会降低胶水的粘度并提高其流动性,在这种情况下根据全自动点胶机知识要点,可以通过降低背压来保证胶水的供应。3.实际上的全自动点胶机,针头的内径应该是胶水分配点直径的1/2。点胶过程中,点胶机的点胶针头应根据印刷电路板上焊盘的尺寸进行选择:如果焊盘尺寸0805和1206没有不同,可以选择相同的针头,但不同尺寸的焊盘应选择不同的针头,这样不仅可以保证胶点的质量,还可以提高生产效率。4.针距印刷电路板不同的全自动点胶机使用不同尺寸的针头,有些针头有一定的停止度。针头和印刷电路板之间的距离应在每次工作开始时进行校准,即Z轴高度校准。
点胶机一般是由执行机构、驱动系统和操控系统组成三大部分组成:1.点胶机的执行机构主要负责执行点胶,此结构又分为机械手和躯干两部分构成,机械手在作业过程中都是的呈直线运作。为了配合机械手的运作,一般选用所谓直线液压缸、摆动液压缸、电液脉冲马达、伺服液压马达、交流伺服电动机、直流伺服电动机以及步进电动机等执行机构;点胶机的躯干是点胶机的主体部分,包括安装手臂、动力源、各种执行机构的支架等都属于点胶机的躯干范畴。2.驱动系统就是帮助执行机构更精确,更高质的实现点胶。驱动系统主要有四种:液压驱动、气压驱动、电气驱动以及机械驱动。其中电气、气动驱动凭借着用胶量相对较少,气源方便,保养简单方便,且费用相对较低的优势占了总应用的百分之九十。3.点胶机的重心部分就是扮演大脑功能的操控系统,能够保证点胶操作简单,并能更加高速精确。点胶机的操控系统需要配备运动控制卡、脱机转换板、手持式示教盒、串口线、接口线、软件狗、脱机液品、脱机键盘、薄码开关点胶程式。视觉点胶机CCD视觉自动点胶机具有良好的视觉点胶控制系统。

使用点胶机有哪些应该注意的事项?(2)④针头与PCB板间的距离不同的点胶机采用不同的针头,有些针头有一定的止动度。每次工作开始应做针头与PCB距离的校准,即Z轴高度校准。⑤胶水温度一般环氧树脂胶水应保存在0--5℃的冰箱中,使用时应提前1/2小时拿出,使胶水充分与工作温度相符合。胶水的使用温度应为23℃--25℃;环境温度对胶水的粘度影响很大,温度过低则会胶点变小,出现拉丝现象。环境温度相差5℃,会造成50%点胶量变化,对于环境温度应加以控制。环境的温度也应该给予保证,湿度小胶点易变干,影响粘结力。⑥胶水的粘度胶的粘度直接影响点胶的质量。粘度大,则胶点会变小甚至拉丝;粘度小,胶点会变大进而可能渗染焊盘。点胶过程中应对不同粘度的胶水选取合理的背压和点胶速度。⑦固化温度曲线对于胶水的固化,一般生产厂家已给出温度曲线。在实际应尽可能采用较高温度来固化,使胶水固化后有足够强度。⑧气泡胶水一定不能有气泡。一个小小气就会造成许多焊盘没有胶水;每次中途更换胶管时应排空连接处的空气,防止出现空打现象。以上各参数的调整,应按由点及面的方式,任何一个参数的变化都会影响到其他方面,同时缺陷的产生,应对可能的因素逐项检查,进而排除。同时,控制系统对点胶机设备封装作业过程的控制也是尤为关键的因素。宝安区销售点胶机市场价
压力大容易出现胶水喷出、胶量过多的问题,影响点胶产品的美感.坪山区国内点胶机设备厂家
点胶阀的种类介绍全自动点胶机配备的点胶阀是决定胶水能否流通的重要组成部分,也是胶水跟产品之间的一个控制的端口。通过气缸的运动,来实现胶水出胶的定量控制,辅助操作人员能更准确地控制胶水的宽度和数量,大部分点胶阀是采用的阳极处理的铝合金,使用寿命更长,想要高速,可以使用储料罐直接供胶。点胶阀是由气体、阀体和胶体上下连接而成。气缸是有薄膜与阀体隔开的,可避免胶水冲入气腔。胶体内的阀芯就固定在气缸活塞杆上,阀芯开关用于打开和关闭胶水。特别是关胶结构采用的是上吸式关胶,使停胶的同时就立即回吸断胶,有效的减少残留在针头的胶,解决了运动时漏滴、点胶拉丝等问题。胶阀本体是采用的铝合金做阳极硬化处理,膜隔片是采用四氟材料,接触胶体部分均是耐腐蚀的材料,而胶阀一般都是与全自动点胶机配套使用的。全自动点胶机上面配备的常见的点胶阀有气动跟电动两种形式,气动点胶阀分不同的开关胶方式,有柱塞阀、顶针点胶阀、升降阀、喷雾点胶阀等;出胶方式不同,流体可适用也不同。电动点胶阀由泵体和驱动部件组成,配备转子。采用定转子结构,密封性强。转子和定子形成的自密封结构,方便更换。而胶水回吸的功能可以直接反转电机来完成。坪山区国内点胶机设备厂家

全自动点胶机使用时的要点启动机器前,检查电源和电压是否稳定。开机后,应该注意机器是否发出异常噪音。1.打出胶点的直径是到产品间距的一半,贴完产品后胶点的直径应为胶点直径的1.5倍2.点胶压力背压过大就容易造成溢出和胶水过量问题;如果压力太小将会有间歇的点胶和泄漏,从而造成缺陷。可根据相同质量的胶水结合工作的环境温度来选择压力。环境温度太高会降低胶水的粘度并提高其流动性。3.实际上,针的内径应该是胶水分配点直径的1/2。在打胶时,点胶的针头要根据电路板上焊盘的贴服尺寸来进行选择针头大小,不同尺寸点胶的焊盘要选择口径不同的针,从而可以保证打出的胶点的质量,可以提高生产效率。4.针距印刷电路板不同的...
- 盐田区半导体点胶机生产厂家 2025-04-30
- 广东点胶机按需定制 2025-04-30
- 盐田区多功能点胶机设备厂家 2025-04-30
- 深圳高速点胶机功能 2025-04-29
- 直销点胶机按需定制 2025-04-29
- 盐田区销售点胶机生产厂家 2025-04-29
- 深圳直销点胶机保养 2025-04-29
- 高精密自动点胶机的参数设置 2025-04-28
- 拌胶机 2025-04-28
- 精密点胶机设备厂家 2025-04-28









- 肇庆自动化SPI检测设备维保 05-06
- 镭雕激光雕刻机字符 05-06
- 惠州多功能SPI检测设备市场价 05-06
- AOI检测教程 05-06
- 江门镭雕激光雕刻机参数 05-06
- 江苏电子产品激光镭雕机 05-06
- 云浮高速AOI检测设备价格行情 05-06
- 射频激光镭雕机多少钱 05-06
- 四川激光镭雕机费用 05-06
- 广东绿光激光镭雕机费用 05-06