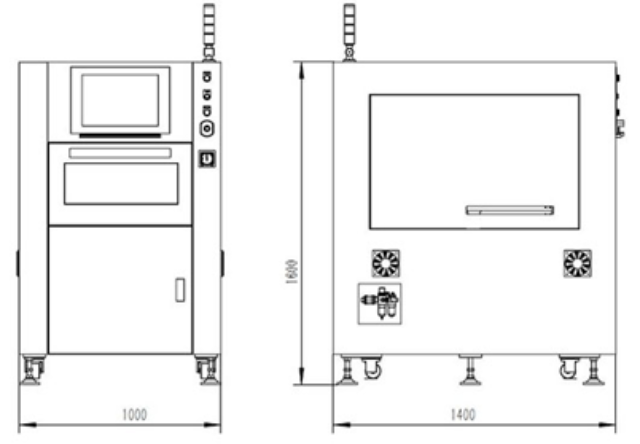
- 品牌
- GDK
- 型号
- D1
- 类型
- 全自动高速点胶机
自动化点胶机的发展与市场趋势工业进程的出现改变了生产力的方式和效率,机械代替人工让社会产生了翻天覆地的变化,电气化更近一步,让机械可以超越人力,在传统生产流水线中引入自动化设备,极大的解放了人力,提高了效率,保证了品质。中国工业进入21世纪,社会的发展,消费水平的提高,促使工业向更高要求品质延伸,人力成本的上升也加快了制造型企业转型,智能制造的概念越来越被企业管理者所接受。伴随电子行业的蓬勃发展,深圳点胶机企业数量占据全国企业总量一半以上,21世纪初,国产点胶机开始出现在大众视野,并以性价比优势不断扩展市场份额,直至近几年反超进口品牌。现今,国内点胶机企业接近一千家,大部分集中在珠三角地区,在具体产品运用方面,绝大多数点胶工艺场合均有适合的产品出现,特别是单组分点胶,技术已经极为成熟,并能保证高度自动化和高精度要求;技术方面,通用点胶阀已经基本实现全供应链国产化,高精高速点胶领域还需要继续突破。在智能制造和工业物联网方面,得益于中国的信息网络基础建设,以及市场需求,点胶产品已经在一定程度上超越进口品牌点胶机。五轴点胶机怎么样呢?欢迎来电咨询。龙岗区半导体点胶机按需定制

机械装配通用技术规范7气动元件的装配1每套气动驱动装置的配置,必须严格按照设计部门提供的气路图进行连接,阀体、管接头、气缸等连接时必须核对无误。2总进气减压阀按照箭头方向进行进出口连接,空气过滤器和油雾器的水杯和油杯必须竖直向下安装。3配管前应充分吹净管内的切削粉末和灰尘。4管接头是螺纹拧入的,如果管螺纹不带螺纹胶,则应缠绕生料带,缠绕方向从正面看,朝顺时针方向缠绕,不得将生料带混入阀内,生料带缠绕时,应预留1个螺牙。5气管布置要整齐、美观,尽量不要交叉布置,转弯处应采用90°弯头,气管固定时不要使接头处受到额外的应力,否则会引起漏气。6电磁阀连接时,要注意阀上各气口编号的作用:P:总进气;A:出气1;B:出气2;R(EA):与A对应的排气;S(EB):与B对应的排气。7气缸装配时,活塞杆的轴线与负载移动的方向应保持一致。8使用直线轴承导向时,气缸活塞杆前端与负载联接后,在整个行程中,不得有任何的别劲存在,否则将损坏气缸。9使用节流阀时,应注意节流阀的类型,一般而言,以阀体上标识的大箭头加以区分,大箭头指向螺纹端的为气缸使用;大箭头指向管端的为电磁阀使用。宝安区高速点胶机保养自动点胶机代替人工点胶的优势有哪些呢?

首先,自动点胶设备主要的中心点在于控制点胶胶量的稳定输出,确保点胶产品的一致性跟合格率。那么,自动点胶机应该怎样确保以上的这些工艺呢?点胶机的功能使用主要从以下几个方面来完善和优化:首先,应当确保点胶机械手走位的精细控制,那么步进电机和伺服电机的使用区分特点在这个环节可以很好的体现出来。第二就是点胶阀门的控制:精细点胶阀门可以很好的配合点胶控制器来实现胶量的稳定输出,这也是为什么有些自动点胶机厂家提供的点胶阀门价格相差很大的原因,点胶阀采用较好的组合部件在点胶过程中的可以较好地抗损耗,同时也可以保证点胶产线点胶较量的持久稳定输出。第三,点胶控制器的作用是对于气压的管控,气压稳定可以确保点胶胶量的定量输出。生产线中,对于点胶产品的胶量要求,主要的控制就是在点胶控制器对于气压的控制,合理稳定的气压管控可以保证自动点胶机对每个产品点胶的胶量基本保持一致,从而实现在每个产品的点胶效果一致,以达到提升点胶产品合格率的目的。
使用点胶机有哪些应该注意的事项?(2)④针头与PCB板间的距离不同的点胶机采用不同的针头,有些针头有一定的止动度。每次工作开始应做针头与PCB距离的校准,即Z轴高度校准。⑤胶水温度一般环氧树脂胶水应保存在0--5℃的冰箱中,使用时应提前1/2小时拿出,使胶水充分与工作温度相符合。胶水的使用温度应为23℃--25℃;环境温度对胶水的粘度影响很大,温度过低则会胶点变小,出现拉丝现象。环境温度相差5℃,会造成50%点胶量变化,对于环境温度应加以控制。环境的温度也应该给予保证,湿度小胶点易变干,影响粘结力。⑥胶水的粘度胶的粘度直接影响点胶的质量。粘度大,则胶点会变小甚至拉丝;粘度小,胶点会变大进而可能渗染焊盘。点胶过程中应对不同粘度的胶水选取合理的背压和点胶速度。⑦固化温度曲线对于胶水的固化,一般生产厂家已给出温度曲线。在实际应尽可能采用较高温度来固化,使胶水固化后有足够强度。⑧气泡胶水一定不能有气泡。一个小小气就会造成许多焊盘没有胶水;每次中途更换胶管时应排空连接处的空气,防止出现空打现象。以上各参数的调整,应按由点及面的方式,任何一个参数的变化都会影响到其他方面,同时缺陷的产生,应对可能的因素逐项检查,进而排除。灌胶机和点胶机有什么区别呢?

点胶阀的种类介绍全自动点胶机配备的点胶阀是决定胶水能否流通的重要组成部分,也是胶水跟产品之间的一个控制的端口。通过气缸的运动,来实现胶水出胶的定量控制,辅助操作人员能更准确地控制胶水的宽度和数量,大部分点胶阀是采用的阳极处理的铝合金,使用寿命更长,想要高速,可以使用储料罐直接供胶。点胶阀是由气体、阀体和胶体上下连接而成。气缸是有薄膜与阀体隔开的,可避免胶水冲入气腔。胶体内的阀芯就固定在气缸活塞杆上,阀芯开关用于打开和关闭胶水。特别是关胶结构采用的是上吸式关胶,使停胶的同时就立即回吸断胶,有效的减少残留在针头的胶,解决了运动时漏滴、点胶拉丝等问题。胶阀本体是采用的铝合金做阳极硬化处理,膜隔片是采用四氟材料,接触胶体部分均是耐腐蚀的材料,而胶阀一般都是与全自动点胶机配套使用的。全自动点胶机上面配备的常见的点胶阀有气动跟电动两种形式,气动点胶阀分不同的开关胶方式,有柱塞阀、顶针点胶阀、升降阀、喷雾点胶阀等;出胶方式不同,流体可适用也不同。电动点胶阀由泵体和驱动部件组成,配备转子。采用定转子结构,密封性强。转子和定子形成的自密封结构,方便更换。而胶水回吸的功能可以直接反转电机来完成。针尖到产品杯面的距离过高,会出现拉胶问题;而点胶高度低,又会针头沾胶、爬胶,产品胶量不均匀等问题。全自动点胶机深圳厂家直销
点胶机设备中胶水的一些知识。龙岗区半导体点胶机按需定制
点胶机日常的维护会直接影响到点胶机的使用寿命。点胶机在停机时的保养对点胶机的使用有很大的影响,包括在正常使用过程中的操作以及注意点都有影响。以下是点胶机的日常维护步骤:1.更换点胶种类,并清洁胶管通道。首先关闭进胶阀,把胶管内的残留排出,将清洗溶剂倒入胶水存储桶中,启动设备,按平时的操作方法再排出溶剂进行阀体的清洁。2.如果气压进气异常,如果发现水气,请排除调压过滤器内的水气,或检查气压源是否有异常。在大量使用胶水之前,请尝试少量胶水,掌握产品的使用技巧,以免出错。当测试没有问题时,再来进行大规模生产;可以使用脱泡机消除搅拌过程中产生的气泡,或者可以静置10-20分钟,使混合过程中产生的气泡及时消除,混合胶量越大。3.请定期擦拭机器部分,以提高使用寿命。胶水越多,反应越快,固化速度越快,应根据实际生产情况合理配胶,避免造成胶水的浪费。消除事故提高生产效率。目前,液体控制技术和点胶设备已广泛应用于现代工业的各个生产领域。4.当机器长时间停止使用时,应拔下电源,这不仅可以延长机器的使用寿命,还可以节省大量的电费。注:每次使用后清洁用酒精擦拭,经常运动部位比较好点油或黄油,保持润滑,如果长时间不需要打磨胶龙岗区半导体点胶机按需定制
和田古德,2011-01-31正式启动,成立了全自动锡膏印刷机,全自动高速点胶机,AOI,SPI等几大市场布局,应对行业变化,顺应市场趋势发展,在创新中寻求突破,进而提升GDK的市场竞争力,把握市场机遇,推动机械及行业设备产业的进步。业务涵盖了全自动锡膏印刷机,全自动高速点胶机,AOI,SPI等诸多领域,尤其全自动锡膏印刷机,全自动高速点胶机,AOI,SPI中具有强劲优势,完成了一大批具特色和时代特征的机械及行业设备项目;同时在设计原创、科技创新、标准规范等方面推动行业发展。随着我们的业务不断扩展,从全自动锡膏印刷机,全自动高速点胶机,AOI,SPI等到众多其他领域,已经逐步成长为一个独特,且具有活力与创新的企业。值得一提的是,和田古德致力于为用户带去更为定向、专业的机械及行业设备一体化解决方案,在有效降低用户成本的同时,更能凭借科学的技术让用户极大限度地挖掘GDK的应用潜能。

点胶机上各种针头的应用一、点胶机的胶阀针头的种类:1.特氟龙制针头,其特点为:对流动性强的液体控制较为突显;2.斜式塑性针头,其特点为:可用于大流量需求产品或中高粘性流体,可有效抵挡UV光;3.直型塑座不锈钢针头,其特点:连续点胶效果较好;4.全钢针5.挠性针头,其特点为:可深入到非直线工作面,保护产品表面;6.弯角塑座不锈钢针头二、根据使用产品对胶水的工艺来决定:1.液体流动性强:使用小型号的点胶针头,压力设置较小;2.液体流动性弱:使用斜式塑性针头,压力设置较大;3.产品需打小点:使用小型号的针头,压力不用过大,点胶时间短;4.产品需打大点:使用大型号的针头,设置较大压力,点胶时间长。三、...
- 罗湖区国内点胶机设备厂家 2025-07-09
- 龙岗区销售点胶机设备价钱 2025-07-07
- 罗湖区全自动点胶机生产厂家 2025-07-07
- 光明区在线式点胶机生产厂家 2025-07-07
- 龙岗区点胶机值得推荐 2025-07-07
- 坪山区直销点胶机技术参数 2025-07-06
- 点胶机参数设置 2025-07-06
- 南山区点胶机 2025-07-05
- 坪山区直销点胶机价格行情 2025-07-05
- 龙岗区半导体点胶机设备价钱 2025-07-05
- ms-1d点胶机 2025-07-04
- 点胶设备价格 2025-07-03
- 南山区全自动点胶机原理 2025-07-03
- 光明区精密点胶机设备 2025-07-03
- 全自动点胶机跟半自动点胶机区别 2025-07-03
- 点胶机桌面 2025-07-03





- 湛江直销AOI检测设备 07-13
- 山东激光打标机价格 07-13
- 中山销售AOI检测设备值得推荐 07-13
- 激光光纤激光打标机的 07-13
- 广州在线式AOI检测设备设备价钱 07-13
- 云浮高速AOI检测设备技术参数 07-13
- 清远销售AOI检测设备厂家价格 07-13
- 汕头直销锡膏印刷机设备厂家 07-12
- 汕尾自动化AOI检测设备原理 07-12
- 临安激光打标机维修 07-12