
- 品牌
- ZERO CLAMP
- 型号
- 齐全
- 类型
- 自定心虎钳,组合虎钳,快动虎钳
- 通用特性
- 高精度,强力,模块,精密
- 适用机床
- 车床,铣床,钻床,镗床,磨床,组合机床,加工中心
- 动力类型
- 机械传动
- 虎钳精度
- 精密型
- 是否库存
- 是
- 产地
- 德国
- 厂家
- 泽柔自动化技术(杭州)有限公司
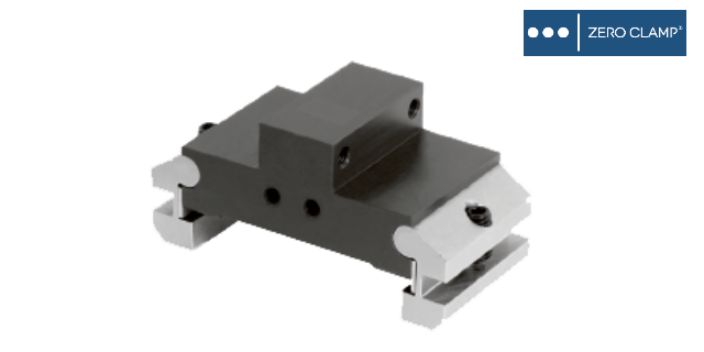
固定式多工位虎钳:这种虎钳由活动钳体、固定钳体、钳口铁、丝杆、导螺母、压紧圈、底座及摇手柄组成。虎钳的活动钳体下部为方形,装在固定钳体的方孔内,可以移动。钳口铁(又称夹持面)上制是棱形齿纹,用内六角螺钉分别固定在活动钳口和固定钳口上,钳口铁损坏或磨损后可以更换。丝杆上制有梯形螺纹,它穿过活动钳体的孔眼,一端以垫器限制在活动钳体上,另一端则旋入导螺母中,导螺母装置在固定钳体上,旋转摇手柄,使丝杆在导螺母内前后移位,并带动活动钳体在固定钳体内作相应的移动,从而使两钳口合拢或张开。当活动钳口向固定钳口合拢时,便将工件夹紧,张开时工件便可取出。固定钳体的底座两侧分别制有一个孔眼,以便装置固定螺拴,将整个台虎钳固定在工作台上。多工位虎钳适用CNC加工中心、雕铣机、铣床、平面磨床等夹持工件加工。山西多工位虎钳售价
多工位虎钳
数控铣床多工位虎钳怎么安装?用划针找正固定钳口与铣床主轴轴线垂直加工较长工件时,固定钳口可与铣床主轴轴线垂直安装。一般情况下可用划针找正。数控车床找正时,将划针夹持在刀杆垫圈间,使划针针尖嚣近固定钳口平面,纵向移动工作台,观察划针针尖与固定钳口平面的缝隙大小,若在钳口全长范围内一致,固定钳口平面就与铣床主轴轴线垂直,然后紧固钳体,再进行复检。数控车床机用多工位虎钳的安装和固定钳口的找正安装机,用多工位虎钳时,应擦净钳座底面和铣床工作台面。一般情况下,多工位虎钳应处在数控车床铣床工作台中心偏左位置。数控车床加工一般工件时,将多工位虎钳底座上的定位键放人工作台中心t形槽内,然后固定钳座,再参考底座上的刻线,转动钳体,使固定钳口平面与铣床主轴轴线平行或垂直,也可以调整成所需要的角度,多工位虎钳安装后,要对固定钳口进行找正。高精密多工位虎钳多工位虎钳是一种标准夹具。

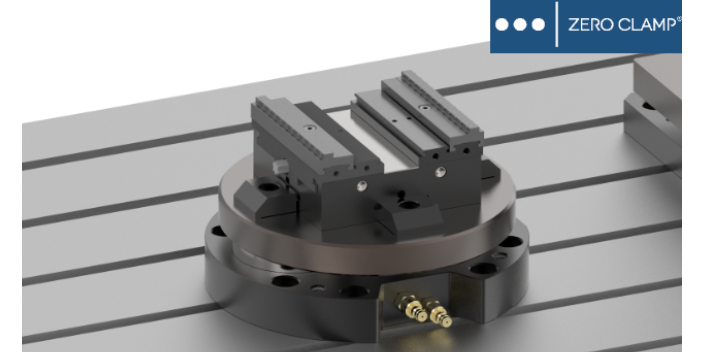
ZERO CLAMP多工位虎钳安装的必要性:在对选用多种加工工艺的设备进行换装时,零点方位会在各设备上产生“漂移”。在测量设备上(相同设有卡盘)的中心查验是不一定的,这是由于工件无需从头校准。即可精确地定位在加工设备上。即使是在长时间加工一个工件时,也能够随时中断。NC程序能够分为若干个有意义的进程,例如工件能够在晚上被夹紧。在夜间再承受切开加工(裸装)。到了次日早班开始时,榜首段程序即已完成。能够从设备上取下工件。在白日能够处理加工时间较短的加工作业。到了晚上,在无需换装的情况下,又能够开始“耗时长”的加工任务了。由此,能够取得额外的加工能力,加工设备无需多日接连被加工时间长的工件所占用。因此,能够清楚看出,经过零点夹持系统对设备进行有意义的加装补偿,能够更好地使用现有的加工资源。
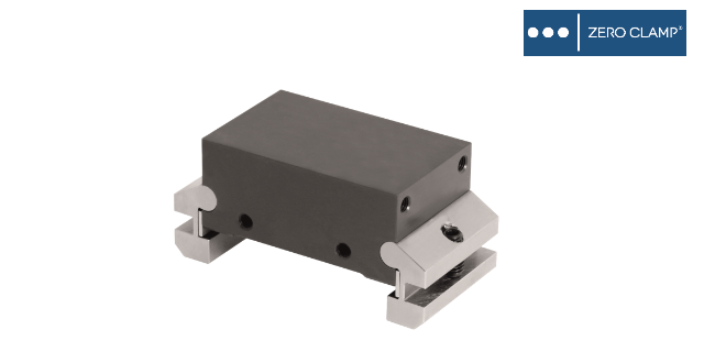
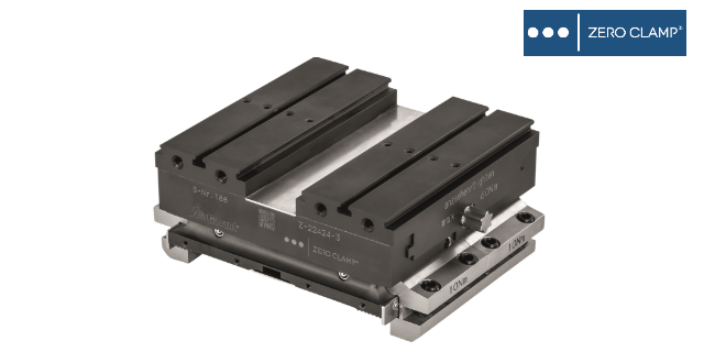
多工位虎钳是用来夹持工件的。其规格以钳口的宽度来表示,常用的有100、125、150mm等。多工位虎钳有固定式和回转式两种。高精密多工位虎钳的结构与普通钳结构类似,都是一个钳身、固定钳口、活动钳口、传动丝杆、螺母构成的,只不过是高精密多工位虎钳相关零件的精度更高,配合更紧密。结构原理和精度没有必然的关系。再现性和一致性。两次装夹定位精度在0.02毫米以内。精密多工位虎钳的钳口与导轨的垂直度在0.005以内,台钳各个使用面的形位公差不超过0.01。多工位虎钳结构原理和精度没有必然的关系。
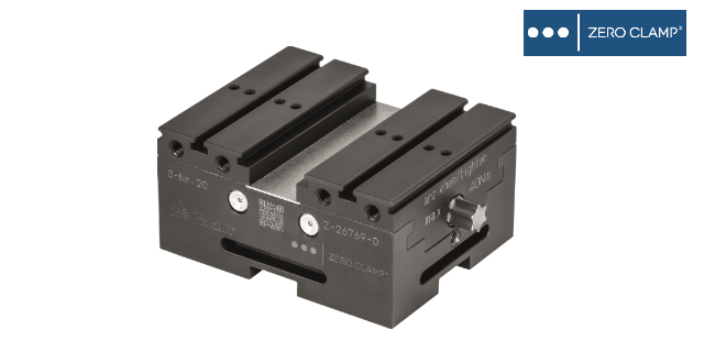
如何正确选择精密多工位虎钳?首先根据加工机床的种类进行选择:应选择与加工机床相匹配的多工位虎钳。根据加工方向(螺杆方向)进行选择:加工中心根据立式、卧式的不同,生产方法及多工位虎钳的安装方法等可能会有所差异。需考虑各自适用的机型及使用方法。多工位虎钳的使用方法多种多样。根据加工方法(工序)进行选择:工件的设置方法根据批量生产、非批量生产、工序数、加工条件、加工机床等的不同而异。若选择适合加工方法的多工位虎钳,可提高效率。考虑加工精度进行选择:随着加工机床的高精度化、加工要求精度的高水准化,作为加工夹具的精密多工位虎钳也必须实现高精度化。多工位虎钳夹持工件数量多。多工位虎钳现价
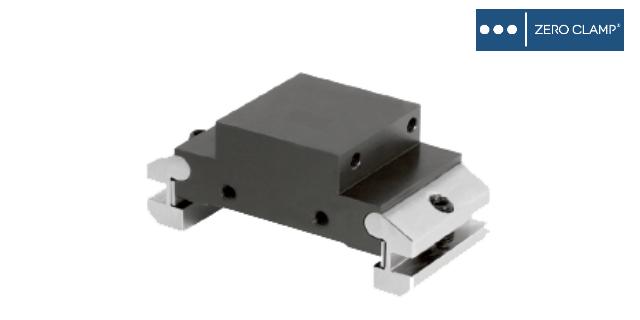
多工位虎钳的2个卡爪来回同步移动,来实现对零件的中心夹紧,并且夹持精度高。山西多工位虎钳售价
多工位虎钳的拆卸原则:1)遵循“恢复原机"的要求。2)对于机器上的不可拆连接,壳体. 上的螺柱,以及一些经过调整、拆开后不易调整复位的零件,一般不进行拆卸。3)遇到不可拆组件或复杂零件的内部结构无法测量时,尽量不拆卸或少拆卸。多工位虎钳零部件的拆卸步骤,1)拆卸前的准备工作,备好拆卸工具,研究拆卸顺序及方法;2)拆卸时按预定的顺序和方法进行拆卸,且将零件编号,并按顺序或分类等方式妥善保管。对不可拆卸的连接、过盈配合的零件尽量不拆,以免损坏或影响装配精度。山西多工位虎钳售价
泽柔自动化技术(杭州)有限公司目前已成为一家集产品研发、生产、销售相结合的贸易型企业。公司成立于2021-03-25,自成立以来一直秉承自我研发与技术引进相结合的科技发展战略。公司具有ZERO CLAMP,零点定位系统,定心虎钳,轨道虎钳等多种产品,根据客户不同的需求,提供不同类型的产品。公司拥有一批热情敬业、经验丰富的服务团队,为客户提供服务。ZERO CLAMP,ZeroVise,Zerobot致力于开拓国内市场,与机械及行业设备行业内企业建立长期稳定的伙伴关系,公司以产品质量及良好的售后服务,获得客户及业内的一致好评。泽柔自动化技术(杭州)有限公司本着先做人,后做事,诚信为本的态度,立志于为客户提供ZERO CLAMP,零点定位系统,定心虎钳,轨道虎钳行业解决方案,节省客户成本。欢迎新老客户来电咨询。

多工位虎钳在钳台上安装时,必须使固定钳身的工作面处于钳台边缘以外,以保证夹持长条形工件时,工件的下端不受钳台边缘的阻碍。回转底座的中间孔应该朝里边,这样钳工桌更受力,不至于压坏钳工桌。在钳桌装上多工位虎钳后操作者工作时的高度比较合适,一般多以钳口高度恰好与肘齐平为宜,即肘放在多工位虎钳高点半握拳,拳刚好抵下颚,钳桌的长度和宽度则随工作而定。使用多工位虎钳夹紧工件时要松紧适当,只能用手板紧手柄,不得借助其他工具加力。多工位虎钳进行强力作业时,应尽量使力朝向固定钳身。不许在多工位虎钳活动钳身和光滑平面上敲击作业。对多工位虎钳的丝杠、螺母等活动表面应经常清洗、润滑,以防生锈。普通精密多工位虎钳的钳口...
- 东莞模块化多工位虎钳批发价 2024-03-15
- 湖南小型多工位虎钳批发 2024-03-12
- 河北多工位虎钳 2024-03-02
- 长沙常见多工位虎钳批发 2024-03-01
- 山西高刚性多工位虎钳批发价 2024-02-29
- 江苏多工位虎钳哪家专业 2024-02-24
- 高精密多工位虎钳原理图解 2024-02-21
- 山西手动多工位虎钳批发价 2024-02-19
- 河南多工位虎钳销售 2024-02-18
- 西安高精度多工位虎钳批发 2024-02-08

- 西安零点多工位虎钳批发 2024-02-04
- 深圳零点多工位虎钳批发价 2024-02-04
- 上海高刚性多工位虎钳 2024-02-01
- 高精度多工位虎钳代理商 2024-01-31
- 深圳手动多工位虎钳批发价 2024-01-31
- 广东多工位虎钳批发 2024-01-31


- 长沙常见定心虎钳哪家靠谱 03-19
- 西安大型定心虎钳哪家靠谱 03-19
- 上海强力定心虎钳研发 03-19
- 高精度五轴虎钳现价 03-19
- 西安五轴定心虎钳设计 03-19
- 模块化零点定位卡盘哪里买 03-18
- 上海高刚性定心虎钳设计 03-18
- 江苏强力定心虎钳原理 03-18
- 多点零点定位夹具市场价 03-18
- 高精度零点定位器厂家直销 03-18