- 品牌
- 嘉好机械
- 型号
- V2
常见问题简析--产品成型不良常见问题简析1)产品尺寸不稳定,定型模不满模,壁厚不均匀原因:配方内外润滑不合理,定量喂料转速不稳定,螺杆料桶磨损严重,配合间隙不对;解决方案:改善内外滑剂配比,修正喂料故障,更换料桶和螺杆,调整料桶和螺杆间隙。2)产品外观亮泽不均匀、颜**差偏差明显,表面出现不规则鱼鳞纹;产品性能不良;韧性差,产品偏脆、抗冲击性能不合格原因:配方结构不合理,无机填充过高,塑化不良,抗冲材料添加量不足;解决方案:修正配方结构,适当降低无机填充物含量,修正物料塑化至65%左右,酌情增加抗冲材料。3)成品产出弯曲,形变,局部下陷原因:机头与定型模不在同一平面,挤出速度过快,冷却水温过高,水压过小水流量不足、水气路不通畅,真空负压不足;解决方案:矫正机头口模和定型模在同一水平面、降低挤出速度&冷却水温,提升水压和流量,调整真空负压检查水路、气路畅通。SPC石晶锁扣地板不只特别增加了耐磨层,uv层再也一定程度上保护了地板,增加了地板的使用寿命。胶合板挤出生产线

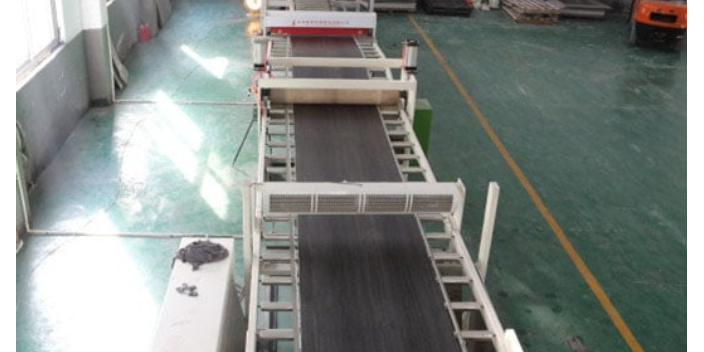
SPC地板生产线俗称塑石地板挤出设备,是现今比较流行的一种新型环保居家地板,也是主打地板之一。SPC生产过程主要包括六个环节:1、通过spc地板挤出机生产基材,主要用于钙粉,PVC树脂,碳黑、稳定剂、塑化剂等。2、通过5辊压延机组PVC彩膜、PVC耐磨层、PVC底膜,进一次性压贴,复合。该程序完全由热量完成,不含胶水,因此不含甲醛、苯等有害物质。3、在板材表面加入耐磨层,增加地板的耐磨性,防水防尘,防划伤。4、将大板切成符合规格的小板。5、板材周围通过纵横开槽设备进行边续成型。6、全自动半自动包装按要求进行胶合板挤出生产线SPC地板表面有一层经高科技加工特殊的透明耐磨层。
4、定期地板保养:清洁使用中性清洁剂清洁,不能使用强酸或强碱的清洁剂清洁地面,做好定期清洁维护工作;a、日常维护:使用清洁的八成干的拖把清洁地面,对污染严重的要局部清洁;5、污染处理:地板上沾污的墨水、食品、油腻等应擦去污物,然后用稀释的清洁剂擦洗痕迹,残留的黑色皮鞋印难以***时可以使用面纱沾松香水擦洗,不可将松香水倒在地板上清洁;6、注意事项:地板清洁不能使用清洁球、刀子刮擦,无法用常规方法清洁的污物,咨询有关人士,不可乱使用**、甲苯、等化学药品;7、化学防护:避免大量的水长时间滞留在地板表面,水长时间的浸泡地板,可能会渗入地板下面使地板胶溶化失去粘结力,也可能使地板表面的保护层分层造成地板污染,也可能污水渗透进入地板内部造成地板变色;8、阳光防护:避免强光直接照射,做好地板放紫外线照射,防止地板变色、褪色。
SPC/LVT塑料地板、PVC石塑地板生产线是我公司开发出来的新型装饰材料生产设备,生产制品采用PVC树脂粉、钙粉和配方料等构成高密度、高纤维网状结构的坚实基层,表面覆以超耐磨的高分子花色以及耐磨层,经数道工序加工而成,属于高分子PVC装饰塑料板材的一种。PVC塑料地板生产线主要由以下组成:锥形双螺杆挤出机、挤出模具、多辊压延覆膜机、废边破碎输送系统、冷却分切托架、精密牵引机、在线裁切机、自动机械堆垛机、原料混合输送机等组成。SPC地板材料使用环保配方,不含重金属、邻苯二甲酸酯、甲醛等有害物质,符合国家和行业标准。

SPC地板模具的调试和维护:1、根据所需的SPC片材厚度,通过模具中空的上端调整螺丝(M30*2)来调整模具尺寸,正常情况下SPC片材厚度与模具开口尺寸相同。2、当SPC片材厚度不均匀时,同样的方法,通过松开和拧紧模具中空调节螺丝(M30*2),针对片材的厚度,拧紧片材较薄的地方,松开片材较厚的地方,将SPC片材厚度调整到理想深度,一定要将螺母锁紧。3、当模具停止工作时(模具仍处于高温状态),要立即拆模并***模腔内的物料,避免模具被高温物料烧坏,如果能确定SPC配方物料完全被挤出,清洗物料后也无需拆模。4、开模时要检查是否有损伤,如有烧伤或轻微损伤,请先用铜片铲除干净,然后用200目润滑脂磨平,***涂上防锈油。5、严禁用硬物撞击模具流道,造成损坏。吸音效果好,节能性好,使室内节能高达 30%以上。嘉好胶合板挤出机
spc地板的阻燃等级为B1级,只次大理石,离去火苗5秒全自动灭掉。胶合板挤出生产线
压延贴膜工艺在挤出稳定的前提下进行。主要控制:辊筒间隙、温度、速度、以及前后速度的匹配。***对辊筒的间隙和速度确定了地板的基本厚度,应该根据挤出的线速度初步确定。后面覆膜辊筒速度略快一点,保证有一定的涨力,不引起膜拉伸变窄为宜。牵引速度而是如此,不至于板材变形。根据实际情况有的调整慢一点。压花和贴膜,主要依靠辊筒间隙、辊筒温度决定,不同的板材厚度、膜的种类,采用不同的间隙和温度,并且考虑牵引速度的影响。辊温和速度:应保证压延正常、压花清晰、贴膜粘合牢固、切边充分、膜不变形。辊筒温度:一般在165-185℃。前后二对辊筒的间隙,基本一致。二者需要结合起来调整。80机组4mm地板参考生产工艺参考:热混:125℃冷混:≤45℃口模间隙:3.8~4.0中间略小5、定型及其他由于生产过程中的产品还没有完全定型,因此切割流转避免受力,承载的托盘需要坚固平整。产品检测也需要将基材及成品搁至一定时间进行取样。胶合板挤出生产线
安徽嘉好机械制造有限公司在SPC地板挤出线,PVC发泡板挤出生产线,LVT地板挤出生产线,木饰面板生产线一直在同行业中处于较强地位,无论是产品还是服务,其高水平的能力始终贯穿于其中。公司成立于2017-08-22,旗下嘉好机械,已经具有一定的业内水平。公司承担并建设完成机械及行业设备多项重点项目,取得了明显的社会和经济效益。产品已销往多个国家和地区,被国内外众多企业和客户所认可。


- 嘉好发泡板挤出机供应商 2024-04-22
- PVC结皮发泡板挤出设备定制 2024-04-22
- 嘉好PVC发泡板挤出机定制 2024-04-22
- 建筑模板挤出生产线供应商 2024-04-22
- 嘉好木塑建筑模板挤出设备 2024-04-16
- PVC木塑门板生产线设备供应商 2024-04-16
- 嘉好胶合板挤出生产线厂家 2024-04-15
- 安徽嘉好建筑模板挤出设备定制 2024-04-15

