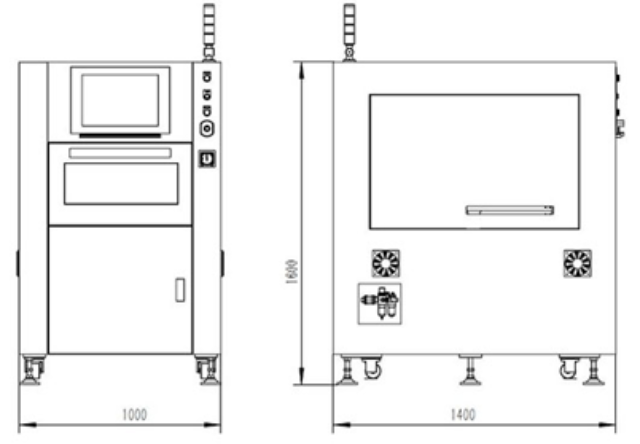
- 品牌
- GDK
- 型号
- D1
- 类型
- 全自动高速点胶机
点胶机会出现的故障以及处理方式
1.胶嘴堵塞:胶阀或针头没有完全清洗,胶水里面杂质混到一起,堵塞孔隙或者不相容的胶水混合,也会导致胶嘴少或无胶点。解决方法:更换干净的针头,更换质量更好的胶,胶阀要及时清理。
2.胶阀滴胶漏料:点胶机使用的胶阀针头的直径过小,而过小的针头又会影响到胶阀使用时的排气泡动作,从而影响液体流动,造成背压导致排胶停止后不久就开始滴胶。解决方法:更换较大的针头,或者增加回吸的功能,胶阀关闭后液体内的空气会滴落。比较好提前排除液体内的空气,或在使用前将胶水离心或者静置去泡。
3.流速太慢:点胶机液体传输管道过长,导致管口的气压流失不稳,从而点胶流速过慢。解决方法:将点胶机管道从1/8改为1/4,如无特殊要求,流动管道越短越好。还要调节出胶口和气压,加快流速。
4.流体内有气泡:点胶机由于进给主压力过大,工作时开阀时间太短,也会将空气排进液体。解决方法:降低进给流体的压力,使用锥形鲁尔针头。
5.出胶大小不一致:点胶机储存流体的压力泵或进给压力不稳定,导致出胶不均匀,尺寸不一致。解决方法:应避免使用压力介于压力表中的低压部分。胶阀的控制压力至少要有60psi,才能确保出胶的稳定性。 全自动点胶机使用时的要点启动机器前,检查电源和电压是否稳定。龙岗区半导体点胶机保养

点胶机的构造
随着点胶机的市场逐渐成熟,适用的行业范围越广,对点胶机的精度也越来越高了怎样控制且优化点胶机一直是行业内各公司研讨的方向。
点胶机可分为三大部分构成:
1机身
2点胶头
3控制系统,每一个部分的进一步优化是点胶机的新生。
(1).机身:里面的控制器部分随着电子行业的高速研发,构件在点胶机行业里面是透明化的。
(2),胶头:是控制胶量的大小,出胶量,点胶质量的关键部分。
(3)控制系统:市面上所具有的系统,一般点胶机上都有。但在其系统的优化上每个公司的侧重点是不一样的。 精密点胶机维保三轴点胶系统控制器、电源、运动控制器、伺服马达或者步进马达、丝杆或导轨、线材、铝合金板材框架等。

自动化点胶机的发展与市场趋势
工业进程的出现改变了生产力的方式和效率,机械代替人工让社会产生了翻天覆地的变化,电气化更近一步,让机械可以超越人力,在传统生产流水线中引入自动化设备,极大的解放了人力,提高了效率,保证了品质。
中国工业进入21世纪,社会的发展,消费水平的提高,促使工业向更高要求品质延伸,人力成本的上升也加快了制造型企业转型,智能制造的概念越来越被企业管理者所接受。伴随电子行业的蓬勃发展,深圳点胶机企业数量占据全国企业总量一半以上,21世纪初,国产点胶机开始出现在大众视野,并以性价比优势不断扩展市场份额,直至近几年反超进口品牌。
现今,国内点胶机企业接近一千家,大部分集中在珠三角地区,在具体产品运用方面,绝大多数点胶工艺场合均有适合的产品出现,特别是单组分点胶,技术已经极为成熟,并能保证高度自动化和高精度要求;技术方面,通用点胶阀已经基本实现全供应链国产化,高精高速点胶领域还需要继续突破。在智能制造和工业物联网方面,得益于中国的信息网络基础建设,以及市场需求,点胶产品已经在一定程度上超越进口品牌点胶机。
三轴点胶机的工作原理及优势
三轴点胶机是指具有XYZ轴的桌面型点胶机,也被称之为机械臂点胶机。可分为双液点胶机和单液点胶机,具备了区块位移、旋转、镜射、重复编排、矩阵编排等点胶功能,其主要组成结构为:三轴点胶系统控制器、电源、运动控制器、伺服马达或者步进马达、丝杆或导轨、线材、铝合金板材框架等。
工作原理:
三轴点胶机工作原理是将压缩后空气送入胶瓶(注射器),将胶压进与活塞室相连的进给管中,当活塞处于上冲程时,活寒室中填满胶,当活塞向下推进滴胶针头时,胶从针嘴压出。滴出的胶量由活塞下冲的距离决定,可以手工调节,也可以在软件中控制。
工作流程:
在应用过程中可以在输入传感器上根据封装需要进行自行定义,并触发路线循环或跳离,以完成整个封装流程。
应用领域:
三轴点胶机主要应用领域有:手机、电脑外壳、光碟机、印表机、墨水夹、PC板、LCD、LED、DVD、数位相机、开关、连接器、继电器、散热器、半导体等电子业、或与SMT设备连线快速点/涂胶。时钟、玩具业皮具、皮革行业、礼品包装、医疗器材等需液体点/涂胶产品。 在应用过程中可以在输入传感器上根据封装需要进行自行定义,并触发路线循环或跳离,以完成整个封装流程。

使用点胶机的优势有哪些?
1.可以提高企业的生产效率,避免复杂的人工操作、慢速、容易出错等问题,满足大批量生产的需要。
2.易于操作,对操作员的技术要求较低。不是专业人士也可快速掌握操作方法,减少了企业培训员工的时间和金钱。通过改变生产工艺,可以快速投入生产,方便快捷。
3.可以控制出胶的时间和胶量,精确控制用胶量,减少胶水的浪费,节省成本,保证点胶的一致性和点胶质量。
4.工匠点胶机是进行平面点胶,可减少有毒物质对人体造成的损害,降低劳动强度,减少工伤事故的发生。 点胶机的正确安装方法。点胶机日常维护与保养方法
点胶机会出现的故障以及处理方式。龙岗区半导体点胶机保养
机械装配通用技术规范5
链轮链条的装配
1链轮与轴的配合必须符合设计要求。
2主动链轮与从动链轮的轮齿几何中心平面应重合,其偏移量不得超过设计要求。若设计未规定,一般应小于或等于两轮中心距的千分之二。
3链条非工作边的下垂度应符合设计要求。若设计未规定应按两链轮中心距的1%~2%调整。
齿轮的装配
1互相啮合的齿轮在装配后,当齿轮轮缘宽度小于或等于20mm时,轴向错位不得大于1mm;当齿轮轮缘宽度大于20mm时,轴向错位不得超过轮缘宽度的5%。
2圆柱齿轮、圆锥齿轮、蜗杆传动的安装精度要求,应根据传动件的精度及规格大小分别在JB179-83《渐开线圆柱齿轮精度》、JB180-60《圆锥齿轮传动公差》及JB162-60《蜗杆传动公差》确定。
3齿轮啮合面需按技术要求保证正常的润滑,齿轮箱需按技术要求加注润滑油至油位线。
4齿轮箱满载运转的噪声不得大于80dB。
同步带轮的装配
1主从动同步带轮轴必须互相平行,不许有歪斜和摆动,倾斜度误差不应超过2‰。
2当两带轮宽度相同时,它们的端面应该位于同一平面上,两带轮轴向错位不得超过轮缘宽度的5%。
3同步带装配时不得强行撬入带轮,应通过缩短两带轮中心距的方法装配。
4同步带张紧轮应安装在松边张紧,而且应固定两个紧固螺钉。 龙岗区半导体点胶机保养
深圳市和田古德自动化设备有限公司坐落于沙井街道马安山社区第二工业区33东二层A区,是集设计、开发、生产、销售、售后服务于一体,机械及行业设备的贸易型企业。公司在行业内发展多年,持续为用户提供整套全自动锡膏印刷机,全自动高速点胶机,AOI,SPI的解决方案。公司主要产品有全自动锡膏印刷机,全自动高速点胶机,AOI,SPI等,公司工程技术人员、行政管理人员、产品制造及售后服务人员均有多年行业经验。并与上下游企业保持密切的合作关系。GDK集中了一批经验丰富的技术及管理专业人才,能为客户提供良好的售前、售中及售后服务,并能根据用户需求,定制产品和配套整体解决方案。我们本着客户满意的原则为客户提供全自动锡膏印刷机,全自动高速点胶机,AOI,SPI产品售前服务,为客户提供周到的售后服务。价格低廉优惠,服务周到,欢迎您的来电!

全自动点胶机使用时的要点启动机器前,检查电源和电压是否稳定。开机后,应该注意机器是否发出异常噪音。1.打出胶点的直径是到产品间距的一半,贴完产品后胶点的直径应为胶点直径的1.5倍2.点胶压力背压过大就容易造成溢出和胶水过量问题;如果压力太小将会有间歇的点胶和泄漏,从而造成缺陷。可根据相同质量的胶水结合工作的环境温度来选择压力。环境温度太高会降低胶水的粘度并提高其流动性。3.实际上,针的内径应该是胶水分配点直径的1/2。在打胶时,点胶的针头要根据电路板上焊盘的贴服尺寸来进行选择针头大小,不同尺寸点胶的焊盘要选择口径不同的针,从而可以保证打出的胶点的质量,可以提高生产效率。4.针距印刷电路板不同的...
- 盐田区半导体点胶机生产厂家 2025-04-30
- 广东点胶机按需定制 2025-04-30
- 盐田区多功能点胶机设备厂家 2025-04-30
- 深圳高速点胶机功能 2025-04-29
- 直销点胶机按需定制 2025-04-29
- 盐田区销售点胶机生产厂家 2025-04-29
- 深圳直销点胶机保养 2025-04-29
- 高精密自动点胶机的参数设置 2025-04-28
- 拌胶机 2025-04-28
- 精密点胶机设备厂家 2025-04-28








- 湛江在线式锡膏印刷机按需定制 05-17
- 紫外光纤激光打标机 05-17
- 汕头半导体SPI检测设备按需定制 05-17
- 阳江国内SPI检测设备值得推荐 05-16
- SPI检测工艺原理 05-16
- 云浮精密AOI检测设备价格行情 05-16
- 在线式锡膏印刷机维保 05-16
- 惠州直销SPI检测设备 05-16
- 汕尾多功能锡膏印刷机服务 05-16
- 河源在线式SPI检测设备 05-16