本发明的设计理念注重简洁与实用,结构紧凑且合理。其强度高,耐用性强,使用寿命长,使用效果优异。独特的卡槽和凹槽结构,不仅优化了固定方式,还使得导流圆弧片能够互不干扰地散开,既保证了应力的均匀分布,又有效地节约了原材料的使用,进一步提升了经济效益。同时,其外观设计也颇具美感,符合现代工业设计的审美标准。作为本发明的一个可选方案,导流圆弧片远离法兰本体的一端设计为倾斜的上端平面,而法兰本体所在的下端平面则保持平整。这种设计巧妙地实现了对焊法兰的小角度焊接,不仅提高了焊接效率,还使得拆卸过程更为便捷,进一步增强了法兰的实用性。对焊式法兰的尺寸和标准有多种,如ANSI、DIN、JIS等。重庆平焊法兰厂商

对焊法兰圆环的对接焊缝应进行焊后热处理。能绕与其配合的管子作360度旋转的可调对焊法兰,它是由短管和法兰组成,首先将短管与法兰配合(短管的外圆与法兰内孔配合),然后短管的A处坡口与相同规格的管件组对焊接,当短管与其相同规格的管件组对焊接完成后由于短管与法兰是间隙配合所以法兰可绕短管作360度转动,以达到法兰与其他法兰容易对接的目的。对焊法兰应沿钢材轧制方向切割成条状,经弯制对焊成圆环,并使钢材的表面形成环的柱面。不得采用钢板直接机加工成带颈对焊法兰,圆环的对接焊缝应进行焊后热处理,并作99%射线或超声波探伤,且射线探伤符合JB4730的II级要求,超声波探伤是符合JB4730的I级要求。嘉兴合金法兰上海斌秋为客户提供规格齐全的法兰产品。

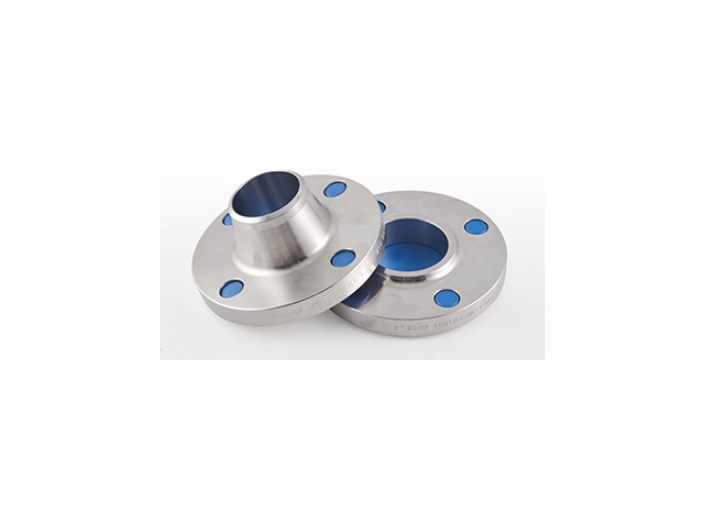
对焊法兰是一种带有颈部的法兰,它的颈部比法兰本身要高出一段,这样的设计主要是为了方便焊接。对焊法兰的坡口已经预先处理完毕,只需要将其与管道对接好,就可以进行焊接。对焊法兰主要应用于高中压管道的连接,其颈部的设计使得它在连接时更加稳固,能够承受更大的压力和温度。平焊法兰和对焊法兰的主要区别在于是否带有颈部。平焊法兰只有一个法兰环面,与管道焊接时形成90°的焊角,这种焊接方式称为平焊。而对焊法兰则多了一个法兰颈部,颈部与管道的直径相同。在焊接时,管道与对焊法兰的接口处会开出一个45°的坡口(具体角度可能会因工艺要求而有所不同),然后管道与法兰颈部形成180°的角度,直接在坡口处进行焊接,这种焊接方式称为对焊。简而言之,平焊的焊接角度为90°,而对焊的焊接角度为180°。
对焊和平焊法兰之间的主要区别在于,它们具有不同焊缝,不同材料,不同公称压力和不同连接方法。颈法兰和非颈法兰的焊接位置不同,焊缝的形状也不同。不同形式的焊接:平板焊缝不能进行X射线检查,而对接焊缝可以检查。管道的焊缝和带颈平焊法兰的法兰是角焊,而带颈对接焊缝和管道的焊缝是环缝。平面焊接是两个圆角环焊。对接焊是对接焊缝。带颈平焊法兰和不带颈的平焊法兰之间的区别在于,带颈的平焊法兰比不带颈的平焊法兰具有更多的管道焊接位置。不带颈的平焊方法法兰也为平法兰,不带凸台的凸台为平角焊。带颈对接法兰和连接管之间的焊缝属于B类接缝,带颈对接扁平管法兰和连接管之间的焊缝属于C类缝,焊接后的无损检查不同。上海斌秋可按需定制法兰,行业价格低。
平焊法兰生产工艺流程:扭转:使坯料的一部分相对另一部分旋转一定角度的锻造工序。切割:分割坯料或切除料头的锻造工序。模锻全称为模型锻造,将加热后的坯料放置在固定于模锻设备上的锻模内锻造成形的。模锻的基本工序模锻工艺过程:下料、加热、预锻、终锻、冲连皮、切边、调质、喷丸。常用工艺有镦粗、拔长,折弯、冲孔、成型。常用模锻设备常用模锻设备有模锻锤、热模锻压力机、平锻机和摩擦压力机等。通俗地讲,锻造法兰质量更好,一般是通过模锻生产,晶体组织细密,强度高,当然价格也会贵一些。上海斌秋,法兰行业经验丰富。上海平板法兰
法兰批发商,认准上海斌秋厂家。重庆平焊法兰厂商
美标盲板法兰的正规名称叫法兰盖,有的也叫做盲法兰。它是中间不带孔的法兰,用于封堵管道口。其功能之一是封堵住管道的末端,其二是有可以在检修时方便清理管道中的杂物的作用。就封堵作用而言,与封头和管帽有相同的作用。但是封头是没有办法拆卸的,而法兰盲板是用螺栓固定的,很方便的拆卸的。密封面的形式种类较多,有平面,凸面,凹凸面,榫槽面和环连接面。由于其密封性能好,对于需要完全隔离的系统,一般都作为可靠的隔离手段。盲板就是一个带柄的实心的圆,用于通常状况下处于隔离状态的系统。而8字盲板,形状像8字,一端是盲板,另一端是节流环,但直径与管道的管径相同,并不起节流作用。8字盲板,使用方便,需要隔离时,使用盲板端,需要正常操作时,使用节流环端,同时也可用于填补管路上盲板的安装间隙。另一个特点就是标识明显,易于辩认安装状态。重庆平焊法兰厂商
平焊法兰、对焊法兰和带颈法兰之间的区别:材质不同。带颈平焊法兰的材料是由具有所需厚度的普通钢板加工而...
【详情】









