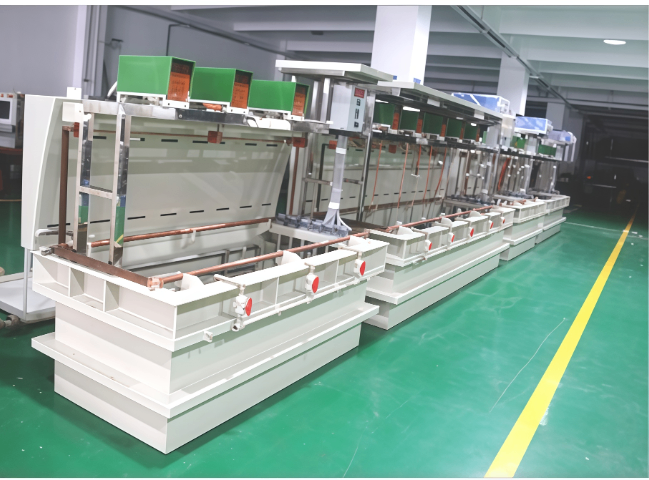
自动化精密滚镀生产线特点:滚镀适用于因形状、大小等因素而无法或不宜装挂电镀的工件。与早期小零件采用挂镀或挂篮镀的方式相比,该生产线能够节省劳动力,提升劳动生产效率,同时大幅提高镀件表面质量。适用于滚镀铜、镍、铬、锌等小工件产品,小可处理0.1mm的针形小件。生产线呈直线式,采用全自动PLC程式集中控...
电镀生产线基本参数
- 品牌
- 电镀生产线
- 型号
- 志成达
- 基材
- 五金、ABS、铜、铁、钢
电镀生产线企业商机
自动化电镀生产线的优势与应用:自动化电镀生产线通过机器人、传感器和智能软件实现全流程无人化操作,大幅提升生产效率和稳定性。龙门式机械臂可精细抓取不同规格工件,按预设路径完成挂镀、滚镀等工艺;AGV物流系统自动运输物料,减少人工干预。系统集成MES制造执行系统,实现生产数据实时采集、分析和追溯,支持工艺参数远程优化。在汽车零部件电镀中,自动化生产线可实现每小时处理thousandsofpieces的产能,镀层厚度偏差控制在±5μm以内,降低人工成本和操作失误风险,适用于大规模、高重复性的生产场景。打造精美电镀效果的设备集群。龙门式滚挂镀锌电镀生产线批发厂家

龙门式镀铬电镀生产线产品特点:适用于各类电镀铬(包括硬铬、装饰铬)、镀铜、电镀锌、镀镍、化学磷化以及其他镀种。具备全自动开放式程序,采用智能化PLC触摸屏操作,能有效提高工作效率,减少资源浪费。具体优势:工序安排灵活:龙门式镀铜电镀生产线属于直线式电镀生产线,工序安排灵活,各槽之间可往复或跳跃。装料、卸料既可以在同一端进行,也能够分别在两端完成。设计合理稳固:生产线设计合理、紧凑,结构稳固,保障运行的稳定性。自动化程度高:具备屏幕显示及触摸屏控制功能,可依据客户需求设定多种工艺程序,操作便捷。控制精细:运用PLC变频器及光电开关等进行控制,定位准确,确保生产的精细性。适应性强:对工艺的频繁变化有较强的适应性,能满足各种功能性和装饰性的要求。且整线整洁,外形美观,操作简单灵活。此外,该生产线可根据客户不同的电镀工艺、生产周期以及不同产品工件的产量需求进行量身定制。其设计形式多样,全自动、半自动、手动式均可操作。还能根据实际要求将行车设计成单钩或双钩,并把多套程序编入PLC触摸屏中,使行车运行及各种工艺一目了然。广东深圳阳极电泳设备电镀生产线应用范围完成金属电镀流程的生产线路。

为什么要使小零件在滚筒内不停地翻滚?
(1)保证每个零件都能够均匀地受镀。小零件在滚筒内是堆积在一起的,其中一部分零件分布在堆积体的内部,称为内层零件;另一部分零件则分布在堆积体的外表面,称为表层零件。
滚镀时,主金属离子实际只在表层零件的表面还原形成金属镀层,而内层零件由于受到表层零件的屏蔽、遮挡等影响只有电流通过,却几乎没有电化学反应发生。所以,为了能够有机会受镀,内层零件就需要从堆积体的内部翻出变为表层零件。而表层零件也不能长时间停留,电镀进行一会儿后,受到滚筒的旋转作用又变成了内层零件。
(2) 避免表层零件“烧黑”或“烧焦”。小零件在滚筒内如果不翻滚而处于静止状态,那么使用很小的电流密度,就可能使表层零件附近的金属离子匮乏而产生“烧焦”现象。尤其贴近滚筒壁板的表层零件,会使从孔眼处进入滚筒的电流受到阻碍,从而集中停留在零件上紧挨孔眼部位的狭小表面,造成该处镀层烧焦留下黑色眼点,即所谓的“滚筒眼子印”。这时,小零件在滚筒内翻滚的作用,类似于挂镀的溶液搅拌或阴极移动。挂镀时如果没有溶液搅拌或阴极移动的作用,则电流密度上限不易提高,镀层沉积速度也难于加快。
自动化电泳生产线
是基于电泳涂装工艺的智能化生产系统,通过机械臂、PLC控制、视觉检测等技术,实现金属工件从前处理、电泳、固化到成品的全流程无人化操作。其原理是利用外加电场使悬浮于电泳液中的树脂颗粒定向沉积于工件表面,形成均匀致密的保护膜。构成与技术亮点:✅全流程智能控制:前处理系统:自动脱脂、酸洗、表调,PH值与温度精细控制(±0.5℃)电泳槽:电压0-500V动态调节,膜厚控制精度±1μm,沉积效率提升40%固化炉:红外+热风循环,温度均匀性±2℃,能耗降低30%✅环保升级:超滤回收系统:涂料利用率≥95%,废水排放量减少70%低VOC配方:符合欧盟VOC指令(≤50g/L),无铬钝化工艺✅柔性生产:机器人自动上下料,支持多车型/多尺寸混线生产(如汽车车身与零部件共线)快速换色系统,颜色切换时间≤15分钟 全自动滚镀电镀设备生产线。

电泳涂装工艺流程简介
1.前处理阶段,目的是为后续涂装打造良好的表面条件,
除油脱脂:运用化学溶液或者超声波的方式,去除工件表面的油污和杂质。
除锈处理:采用酸洗或者机械打磨的方法,工件表面的锈蚀。
表调与磷化:使用化学药剂对工件表面进行调整,形成一层磷酸盐膜,以增强涂层的附着力和耐腐蚀性。
水洗环节:通过多级逆流清洗,确保将残留的化学物质彻底去除。
2.电泳涂装阶段这是整个工艺流程的步骤:
电泳槽操作:把处理好的工件浸入含有阴离子或阳离子树脂的电泳槽中,槽液温度一般控制在28-35℃。
电场作用:在工件和电极之间施加电压(通常为50-400V),涂料粒子会在电场力的驱动下定向移动并沉积在工件表面,形成湿膜。
电泳时间:根据膜厚的要求,电泳时间通常在2-5分钟。3.后处理阶段超滤水洗:利用超滤系统回收涂料,同时对工件表面进行清洗,去除多余的槽液。
纯水洗:使用去离子水对工件进行的清洗,以保证表面的清洁度。
沥水晾干:让工件表面的水分自然沥干,避免产生流挂现象。
4.固化阶段
将工件送入烘箱中,在180-220℃的温度下烘烤15-30分钟,使涂料中的树脂发生交联反应,形成坚硬的涂层。 云端数据链,生产报表自动生成。龙门式滚挂镀锌电镀生产线批发厂家
热回收模块,余热转化省电15%。龙门式滚挂镀锌电镀生产线批发厂家
全自动双筒式滚镀电镀线产品特点:采用双滚筒式设计,适用于因形状、大小等因素无法或不宜装挂电镀的工件。相较于早期小零件采用挂镀或篮镀的方式,能节省劳动力,提高劳动生产效率与镀件表面质量。全自动双滚筒滚镀生产线,配备全自动智能程序,操作简便。双滚筒孔径大小可根据客户产品需求定制。滚筒转动导电座用PP40mm板制作,PP座上以不锈钢316板导电。温度加温系统:运用日本“OMORN”PXR-4数字式温度控制,搭配“K-TYRE”铁氟龙感温线及低水位控制。全自动控制系统:采用进口“OMRON”欧姆龙PLC,配有三菱接触器及过流保护槽位定位感应片。龙门式行车采用SUS304#材质制作,配有定位传感器和保护装置,整车表面经耐酸碱油漆防腐处理。行车提升使用尼龙增强带,噪音小且无需润滑。滚镀线加装滚桶自转滴液装置,全部采用进口刹车电机。滚筒可依据客户样板制作,也能按客户要求设计出图制作。适用于滚镀铜、镍、铬、锌等小工件产品,小可处理0.1mm针形小件。龙门式滚挂镀锌电镀生产线批发厂家
与电镀生产线相关的文章

深圳高轨式龙门挂镀电镀生产线价格
- 深圳单臂式自动化电镀生产线厂家电话 2025-07-13
- 广东深圳手动精密滚镀金电镀生产线厂家供应 2025-07-11
- 深圳阳极TE处理氧化设备电镀生产线厂家供应 2025-07-06
- 深圳单臂式滚挂一条电镀生产线批发商 2025-07-05
- 深圳单臂式自动化电镀生产线有几种 2025-07-04
- 广东深圳半自动电镀生产线规格 2025-07-03
- 深圳单臂式滚挂一条电镀生产线供应商 2025-07-03
- 深圳龙门式铜锡电镀生产线规格 2025-07-01
- 电镀生产线哪家强 2025-06-30
- 深圳阳极电泳设备电镀生产线哪家强 2025-06-29
- 广东深圳全自动双滚电子元气件电镀生产线厂家电话 2025-06-29
- 手动式镀银电镀生产线 2025-06-24
与电镀生产线相关的产品




与电镀生产线相关的新闻
-
广东深圳龙门式镀锌挂镀电镀生产线 2025-06-19 10:13:30电泳线(电泳涂装生产线)是什么? 一种工业表面处理技术,主要用于金属或其他材料表面的防腐、装饰和功能涂层加工。 其原理是通过电泳涂装工艺,将涂料均匀附着在工件表面,形成致密的漆膜。 主要组成部分: 电泳槽:容纳电泳涂料的容器,工件在此进行涂装。 电源系统:提供直流电...
-
深圳全自动滚镀电镀生产线厂家电话 2025-06-19 07:22:16模块化电镀生产线的柔性化升级: 模块化设计成为电镀生产线应对多品种小批量需求的关键。通过标准化接口快速更换镀槽模块(如镀金/银/镍),配合可重构夹具系统,可在2小时内完成产线切换。某电子元件厂采用模块化生产线后,新品试产周期从15天缩短至3天。智能调度系统根据订单优先级动态分配模块资源,设...
-
深圳手动电镀生产线厂家 2025-06-18 12:16:30自动化设备生产线:工业4.0时代 智能引擎在制造业转型升级的浪潮中,自动化设备生产线正以其高效、精细、灵活的特性,重塑生产格局。我们的智能生产线通过工业机器人、视觉识别、物联网等技术深度融合,实现从原料到成品的全流程无人化操作,助力企业突破效率瓶颈,提升核心竞争力。优势:✅效率:生产节拍低...
-
广东深圳单臂式滚挂一条电镀生产线结构图 2025-06-17 05:10:42精密电子元件滚镀线: 微型化制造的装备, 是针对片式电阻、电容、电感、连接器(如PogoPin)等微小金属件的自动化电镀生产线,通过滚筒旋转实现工件与镀液的动态接触,在保证镀层均匀性的同时提升生产效率。其工艺涵盖前处理、滚镀(镍/锡/金/银等)、后处理及废气净化,适用于0402至12...
与电镀生产线相关的问题
与电镀生产线相关的标签
新闻资讯
产品推荐
-

真空环境真空机组成
2025-07-13 -

浙江单孔位真空机
2025-07-12 -
国产实验电镀设备招商加盟
2025-07-12 -

广东实验电镀设备招商加盟
2025-07-12 -

江苏实验电镀设备售后服务
2025-07-11 -
广东深圳手动精密滚镀金电镀生产线厂家供应
2025-07-11 -
重庆真空环境真空机
2025-07-11 -

湖北国产实验电镀设备
2025-07-10 -
真空机厂家
2025-07-10