- 品牌
- transfluid,temaflex,tema
- 型号
- 齐全
- 加工定制
- 是
- 厂家
- 上海特马液压设备有限公司
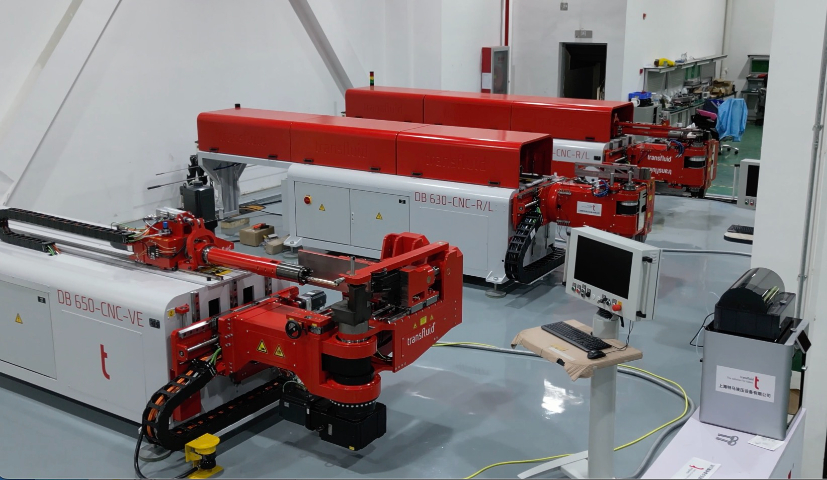
在数字化工厂建设中,全自动弯管机作为智能终端实现了生产数据的全流程贯通。设备搭载的 5G 通信模块可实时上传弯曲压力曲线、模具寿命数据等至工厂数字孪生系统,管理者在三维可视化界面中即可监控所有设备的 OEE(设备综合效率)。当某工程机械厂将 12 台全自动弯管机接入数字孪生系统后,通过 AI 算法分析弯曲能耗数据,优化出的工艺参数使每吨钢材加工能耗降低 18%。设备还能与 AGV 物流系统联动,当完成一批弯曲件加工后自动触发物料转运请求,形成 “加工 - 检测 - 入库” 的无人化生产闭环,推动制造系统向高度智能化演进。建筑脚手架管材加工时,数控弯管机可批量生产相同角度的连接件,提升施工效率。宝山区全斯福弯管机设计
在特种行业的管材加工中,全自动弯管机通过定制化技术满足严苛工况需求。海洋工程领域使用的弯管机配备防盐雾涂层与高压水清洗系统,能在潮湿高腐蚀环境中持续作业,某深海探测设备制造商用其加工的钛合金耐压管,经 1000 米水深模拟测试无泄漏现象。核电行业的弯管机则采用全封闭防爆设计,关键部件通过辐射抗性认证,在核电站蒸汽管道加工中,设备配合镭射跟踪仪实现弯曲角度的微米级校准,确保管件在高温高压环境下的密封性。这类特种机型虽成本较高,但通过工艺可靠性保障了关键领域的生产安全。金山区数控弯管机哪家好伺服电机与减速器直连传动,减少中间环节误差,提升弯管角度控制精度。

高精度的弯管加工离不开全自动弯管机的多维度误差控制技术。设备采用光栅尺实时检测管材的送料长度,精度可达 ±0.1mm,配合伺服电机对弯曲角度的闭环控制,能将角度误差控制在 ±0.5° 以内。对于壁厚较薄的不锈钢管材或易变形的铜合金管材,设备还会启动防皱板与芯棒辅助系统,通过机械支撑减少管材弯曲时的截面变形。在某汽车零部件工厂的实测数据中,该类设备加工的 2000 件铝合金燃油管,首件合格率达到 98.7%,远超人工弯管 75% 左右的合格率,充分体现了自动化加工在精度控制上的明显优势。
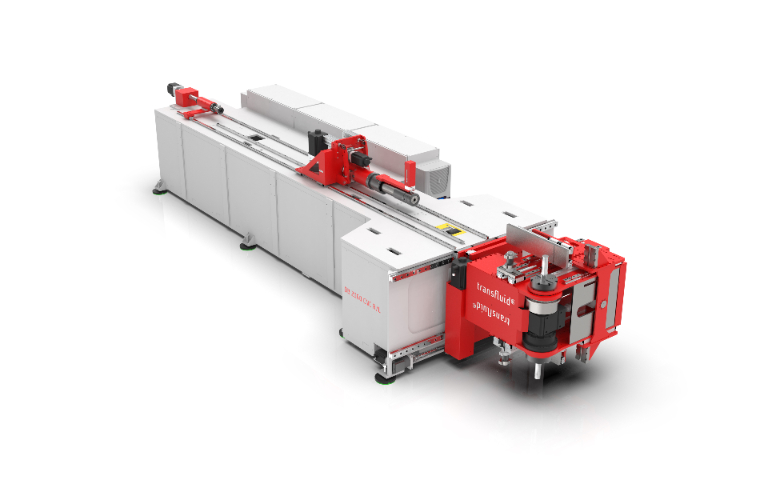
多轴联动技术的突破,让数控弯管机在复杂空间管件加工中展现出强大适应性。配备 C 轴旋转与 Y 轴平移的五轴机型,可对管材进行螺旋式弯曲,某石油勘探设备厂用其加工的深海探测电缆保护管,需在 3 米长度内完成 5 处不同平面的弯曲,设备通过五轴联动使管件轴线与设计模型的吻合度达 99.7%。六轴数控弯管机更能实现 “弯曲 - 扭转” 复合运动,在航空发动机排气管加工中,管材经 6 轴联动弯曲后,各接口法兰的平行度误差≤0.5mm,无需后续校正即可直接装配,大幅缩短了发动机总装周期。设备占地面积小(约 5㎡),适合中小批量生产车间灵活布局。
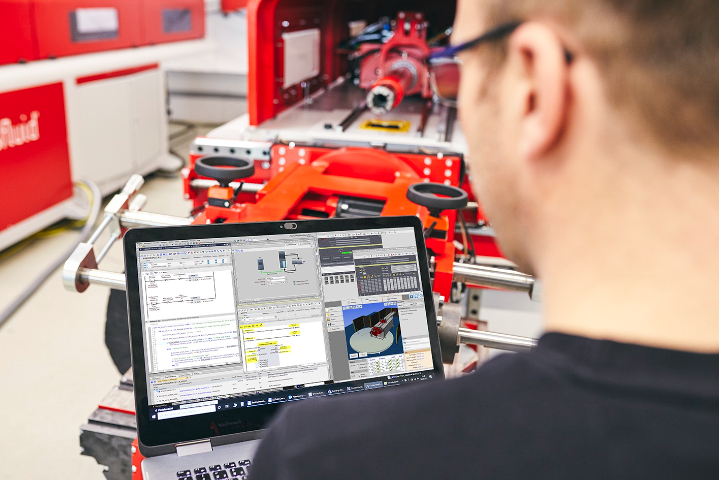
数控弯管机的智能化升级正推动其向 “工业 4.0” 制造终端演进,设备搭载的边缘计算模块可实现全流程数据采集与分析。在汽车排气系统生产线中,多台数控弯管机通过 5G 网络互联,将弯曲压力、模具温度、管材损耗率等数据实时上传至云端平台,AI 算法据此优化生产排程,使设备综合效率(OEE)提升 22%。设备还集成了视觉检测功能,线阵相机在管材弯曲过程中实时扫描表面,通过深度学习模型识别 0.1mm 级的细微裂纹,某新能源汽车电池冷却管生产线应用该技术后,产品出厂不良率从 0.3% 降至 0.02%。这种智能化升级不只提升了单机加工精度,更使数控弯管机成为连接工厂数字化系统的关键节点。触摸屏人机界面操作便捷,支持导入 CAD 图纸,一键生成弯管加工路径。黄浦区德国全斯福弯管机售后
采用高精度滚珠丝杠传动,确保弯管过程中位移控制的稳定性与重复性。宝山区全斯福弯管机设计
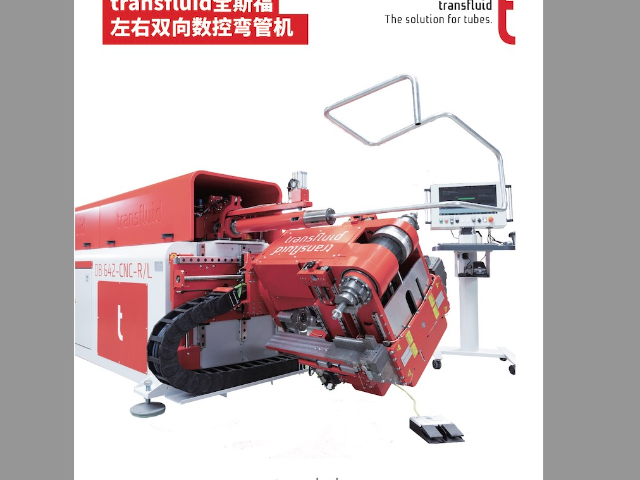
模具快速更换技术明显提升了数控弯管机的生产柔性,通过机械结构创新实现 “分钟级” 换型。采用燕尾槽 + 液压锁紧的模具安装系统,操作人员无需使用工具即可在 3 分钟内完成弯曲模、防皱模的同步更换,某轨道交通配件厂借此实现了从地铁扶手管(R=100mm)到高铁制动管(R=30mm)的快速切换,单日完成 8 个品种生产。模具定位采用激光校准技术,更换后系统自动扫描模具基准面,10 秒内完成精度补偿,首件合格率保持在 98% 以上,彻底改变了传统弯管机换模后需多次试弯的低效模式。宝山区全斯福弯管机设计
- 杭州弯管机设计 2025-06-11
- 松江区Transfluid弯管机定做 2025-06-11
- 自动弯管机公司 2025-06-11
- 合肥弯管机设计 2025-06-11
- 马鞍山特马弗莱克斯弯管机设计 2025-06-11
- 南京特马弯管机定制 2025-06-11
- 合肥自动弯管机价格 2025-06-11
- 奉贤区全斯福弯管机多少钱一台 2025-06-11
- 松江区弯管机设计 2025-06-11
- 杨浦区特马弗莱克斯弯管机 2025-06-11
- 松江区德国全斯福弯管机报价 2025-06-11
- 黄浦区全斯福弯管机哪家好 2025-06-11