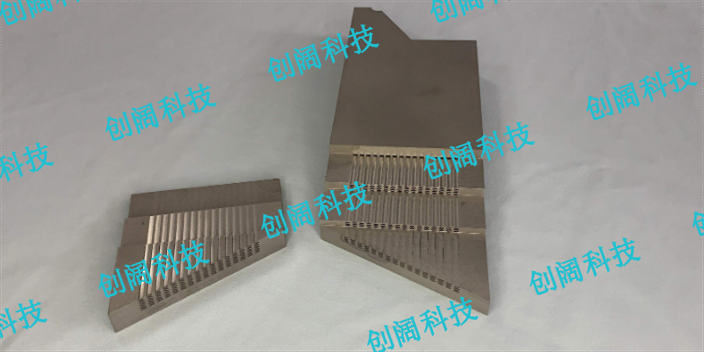
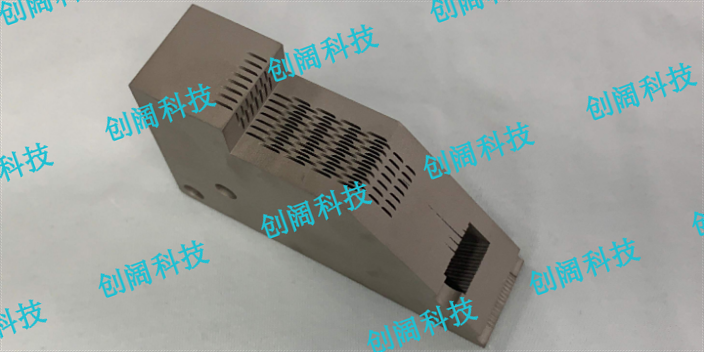
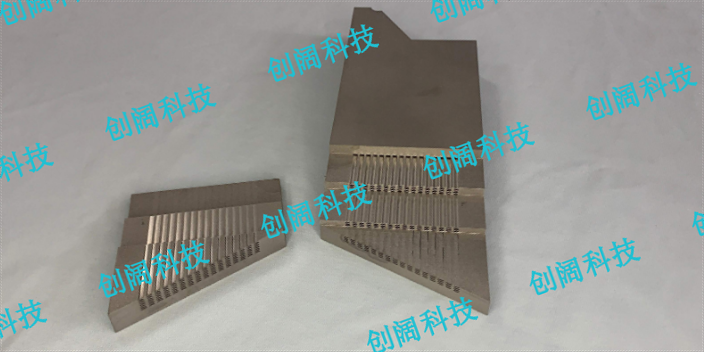
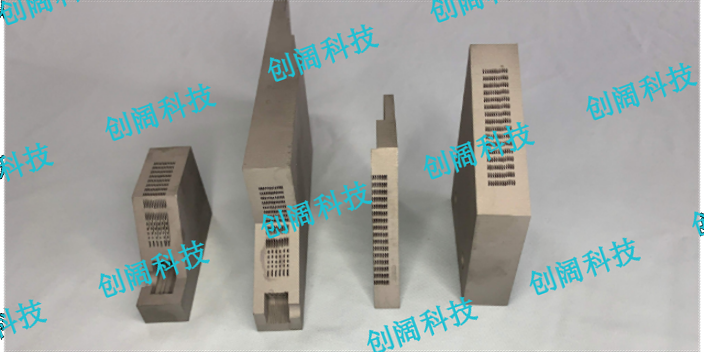
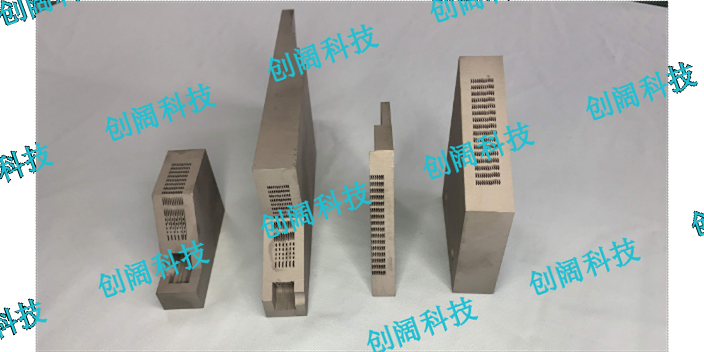
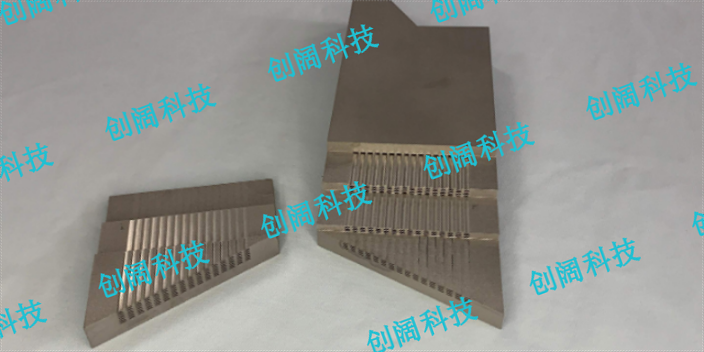
创阔科技制作的微通道换热器,采用真空扩散焊接方式,这种焊接优点是没有焊料,焊缝为母材本体,强度与母材相当,耐高温、耐腐蚀取消了焊料厚度对产品尺寸的影响,相同尺寸下道层数更多,换热性能更好:避免了焊接过程中焊料流动造成的流道堵塞和产生焊渣等多余物;变形量小,流道尺寸更接近理论尺寸,焊后外形较为美观:焊缝熔点与母材相同,后期总装。二次氢弧焊封头、法兰、支架等零件时对芯体焊缝影响较小。产品不易泄漏,可靠性较高。微化工反应器,混合反应器设计加工制作创阔科技。闵行区PCHE应用微通道换热器
批量生产时间:根据不同客户的产品焊接需求的厚度和不同的精度管控要求以及订单批量大小,按计划正常一星期内检验出货,也可以分批次提前出货。产品检测及售后:本公司所有的真空扩散焊产品的在制品均采用全程影像炉内在线监控、出货检验均采用先进的二次元影像仪精密检测和金相检测。真空扩散焊接的特点一、焊接过程是在没有液相或较小过渡相参加下,形成接头后再经过扩散处理的过程。使其成分和组织与基体一致,接头内不残留任何铸态组织,原始界面消失。因此能保持原有基金属的物理,化学和力学性能,不会改变材料性质!二、扩散焊由于基体不过热或熔化,因此几乎可以在不破坏被焊材料性能的情况下,焊接金属和非金属材料。特别适用焊接用一般焊接方法难以实现,或虽可焊接但性能和结构在焊接过程中容易受到严重破坏的材料。如弥散强化的高温合金,纤维强化的硼—铝复合材料等。三、可焊接不同类型,甚至差别很大的材料。包括异种金属,金属与陶瓷等冶金上互不相溶的材料。四、真空扩散焊接可焊接结构复杂以及厚薄相差很大的工件。五、加热均匀,焊件不变形,不产生残余应力。使工件保持较高精度的几何尺寸和形状。静安区换热器微通道换热器创阔能源科技一站式提供加工换热器,液冷板,均温板。水冷板等。
中国已经确立了要在2060年实现碳中和的目标,未来几十年氢能可以在绿色能源结构中占据重要的一席地位。而创阔能源科技在这重大目标中来开发研究氢能的使用。中国是世界大产氢国,但是我国的国情是富煤缺油少气,我国的制氢方式大多数并非通过天然气重整制氢,而是通过煤制氢的方式取得,使用煤制氢拥有明显的低成本特色。但如果坚持使用化石能源作为原料的话还会产生新的污染和耗能的问题,也是一种不可持续的方式。另外在制氢生产工艺上存在技术落后,设备需要从国外引进,制氢成本高昂,原料来源单一。从全世界范围来看,一场氢能已经在发达国家如美国、德国和日本开启,他们已经在包括氢的生产、储存、运输和利用上采用公私合作的方式有效地开展具体的项目,而我们的也应该将氢能产业作为实现2060碳中绿色增长目标的一个关键领域,相关氢能的技术发展和成本的降低。
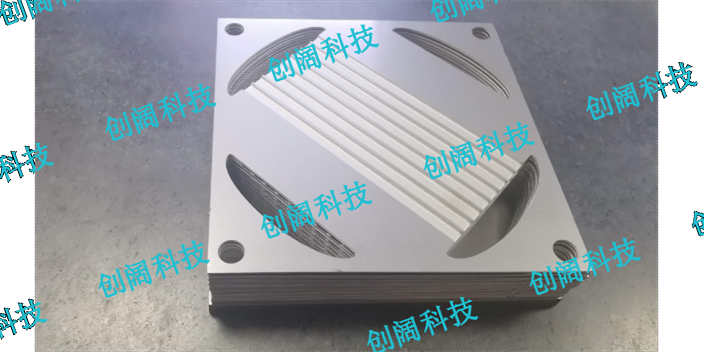
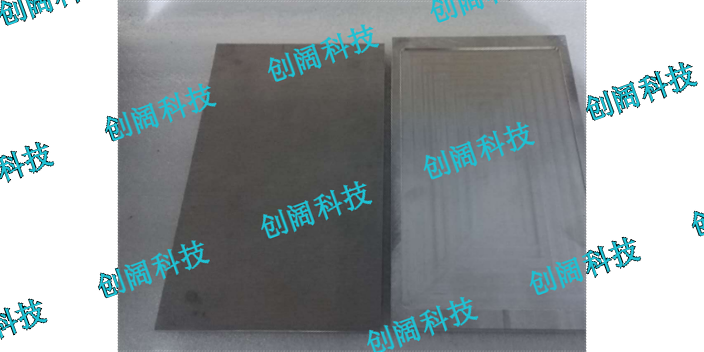
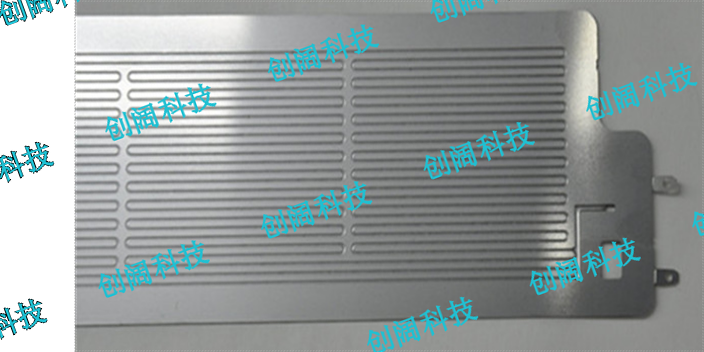
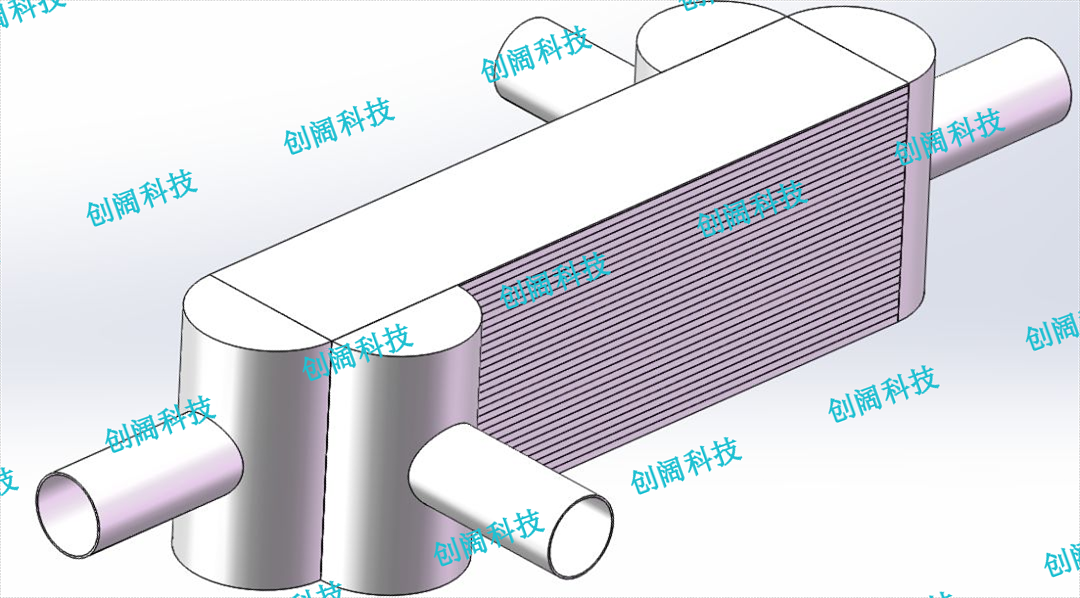
微通道,也称为微通道换热器,就是通道当量直径在10-1000μm的换热器。这种换热器的扁平管内有数十条细微流道,在扁平管的两端与圆形集管相联。集管内设置隔板,将换热器流道分隔成数个流程。板式换热器是由一系列具有一定波纹形状的金属片叠装而成的一种新型换热器。各种板片之间形成薄矩形通道,通过板片进行热量交换。不管是微通道板片的原理和换热器板片每张板片包含两个部件:金属板:为压制有波纹、密封槽和角孔的金属薄板,是重要的传热元件。波纹不仅可强化传热,而且可以增加薄板的和刚性,从而提高板式换热器的承压能力,并由于促使液体呈湍流状态,故可减轻沉淀物或污垢的形成,起到一定的“自洁”作用。密封垫片:安装在沿板片周边的垫圈槽内,密封板片之间的周边,防止流体向外泄漏,并按设计要求,密封一部分角孔,使冷、热液体按各自的流道流动。换热器板片密封原理在波纹板片上粘有密封垫,密封垫设计成双道密封结构,并具有信号孔。当介质如从前一道密封泄漏时,可从信号孔泄出,便能及早发现问题加以解决,不会造成两种介质的混合。创阔科技按微反应器的操作模式可分为:连续微反应器、半连续微反应器和间歇微反应器。

创阔能源科技制作的微化工反应器的特点,对反应时间的精确控制:常规的单锅反应,往往采用逐渐滴加反应物,以防止反应过于剧烈,这就造成一部分先加入的反应物停留时间过长。对于很多反应,反应物、产物或中间过渡态产物在反应条件下停留时间一长就会导致副产物的产生。而微反应器技术采取的是微管道中的连续流动反应,可以精确控制物料在反应条件下的停留时间。一旦达到比较好反应时间就立即传递到下一步或终止反应,这样就能有效消除因反应时间长而产生的副产物。结构保证安全性:由于换热效率极高,即使反应突然释放大量热量,也可以被吸收,从而保证反应温度在设定范围内,很大程度地减少了发生安全事故和质量事故的可能性。而且微反应器采用连续动反应,在反应器中停留的化学品量很少,即使万一失控,危害程度也非常有限。模具异形水路加工扩散焊接制作。闵行区微通道换热器加工
微化工混合器、反应器制作加工设计联系创阔科技。闵行区PCHE应用微通道换热器
青铜和各种金属等等。这还远不是真空扩散焊所能够焊接材料的全部。真空扩散焊接的主要焊接参数有:温度、压力、保温扩散时间和保护气氛,冷却过程中有相变的材料以及陶瓷等脆性材料的扩散焊,还应控制加热和冷却速度。1、温度:系扩散焊重要的焊接参数。在温度范围内,扩散过程随温度的提高而加快,接头强度也能相应增加。但温度的提高受工夹具高温强度、焊件的相变和再结晶等条件所限,而且温度高于值后,对接头质量的影响就不大了。故多数金属材料固相扩散焊的加热温度都定为-(K),其中Tm为母材熔点。2、压力:主要影响扩散焊的一、二阶段。较高压力能获得较高质量的接头,接头强度与压力的关系见图2-46。焊件晶粒度较大或表面粗糙度较大时,所需压力也较高。压力上限受焊件总体变形量及设备能力的限制.除热等静压扩散焊外,通常取-50MPa。从限制焊件变形量考虑,压力可在表2-24范围内选取。鉴了压力对扩散焊的第兰阶段影响较小,故固相扩散焊后期允许减低压力,以减少变形。3、保温扩散时间:保温扩散时间并非变量,而与温度、压力密切相关,且可在相当宽的范围内变化。采用较高温度和压力时,只需数分钟;反之,就要数小时。加有中间层的扩散焊。闵行区PCHE应用微通道换热器
苏州创阔金属科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在江苏省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来苏州创阔金属科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!