- 品牌
- 汉牌智能
- 型号
- GP40
- 种类
- 冷弯机
- 抗拉强度
- 500MPa~590MPa
- 执行标准
- 国标
- 加工定制
- 是
- 是否进口
- 否
- 用途范围
- 机械制造,核电,化工设备,金属制品,结构制管
- 重量
- 10000
- 产品规格
- GP40
- 产地
- 广东
- 不锈钢制管机
- 不锈钢制管机
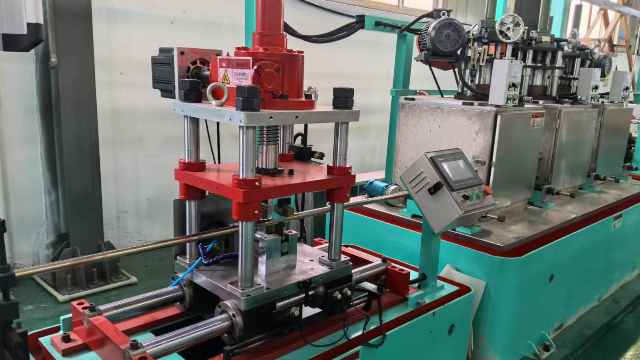
定径机的功能与精度控制:定径机的主要功能是对焊接后的不锈钢管进行管径尺寸的精确调整,确保管材的外径尺寸符合标准要求。定径机一般采用多组定径辊,通过调整定径辊之间的间距来实现对管径的精确控制。定径辊的材质和加工精度对管材的定径效果有很大影响,通常定径辊采用高精度的合金钢制造,并经过精密磨削加工,以保证其表面粗糙度和圆度。在定径过程中,为了减少管材与定径辊之间的摩擦力,通常会在定径辊表面涂抹润滑剂。同时,定径机还配备有高精度的尺寸测量装置,能够实时监测管材的外径尺寸,并根据测量结果自动调整定径辊的间距,实现闭环控制,从而保证管材外径尺寸的一致性和高精度。例如,在生产高精度的不锈钢流体输送管时,管径尺寸的偏差要求控制在极小的范围内,定径机的精确控制能力就显得尤为重要。大型不锈钢制管机在桥梁、建筑等大型项目中发挥重要作用。江门哪些不锈钢制管机是什么

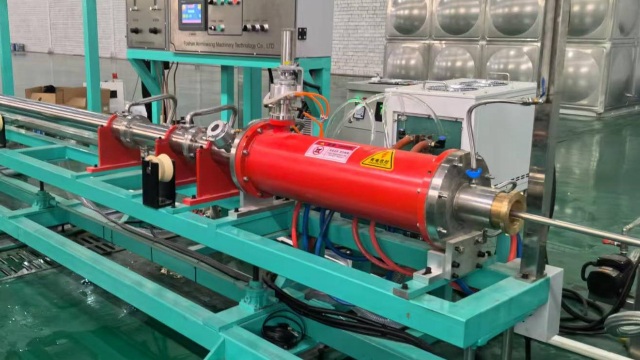
高频焊接技术在制管机中的应用:高频焊接是不锈钢制管机的关键环节,其借助电磁感应原理,将钢带边缘迅速加热至熔融状态,随后通过挤压辊使其融合形成焊缝。此技术的优势在于焊接速度极快,可达 60m/min,极大提高了生产效率;热影响区小,能很大程度保持管材原有性能;焊缝强度高,可满足多种工程需求。先进的设备还配备了闭环反馈系统,该系统能实时监测焊接电流与温度,确保焊缝质量完全符合 ASTM、EN 等国际标准。例如,在制造石油输送管道时,高质量的焊缝能保证管道在长期高压、腐蚀环境下安全运行。一体化不锈钢制管机定制不锈钢制管机的张力控制系统,保障带材输送的平稳性。
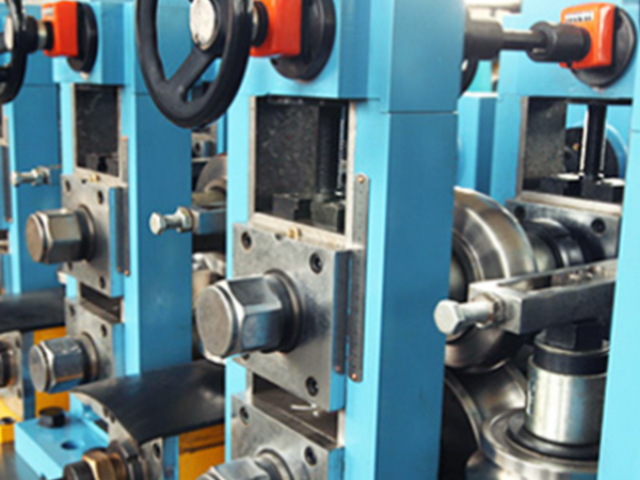
数控系统对制管精度的提升:全数字控制系统如西门子 840D 或发那科 31i 的应用,将不锈钢制管机的操作精度提升到了微米级。该系统集成了三维建模、路径规划和误差补偿算法,能够依据输入的管材规格,自动生成为优化的轧制参数。操作人员只需在 HMI 界面输入相关参数,设备就能自动调整轧辊位置,并实现速度的完美匹配,极大减少了人工干预,相比传统设备,生产效率可提高 30% 以上。以生产高精度的医疗器械用不锈钢管为例,数控系统的应用保证了管材尺寸精度和表面质量,满足了医疗行业的严苛标准。
自动化控制系统的效能:现代不锈钢制管机配备的自动化控制系统,对提升生产效率与保障产品质量稳定性发挥着关键作用。该系统依托可编程逻辑控制器(PLC),实现对制管机各环节的控制。在放卷阶段,PLC 依据带材的厚度、宽度以及预设生产速度,自动调节放卷装置的张力。比如,当带材厚度为 0.8mm、宽度为 100mm 时,PLC 可自动将放卷张力能调整至 70N 左右,确保带材平稳输送,避免因张力不当引发带材变形或卡顿。在成型与焊接过程中,PLC 实时监测设备运行参数,如辊轮转速、焊接电流与电压等,并根据预设参数范围自动调整。同时,自动化控制系统具备强大的故障诊断功能,一旦设备出现故障,系统能迅速检测出故障点,并给出详细准确的报警信息,方便维修人员及时维修。例如,当焊接电流出现异常波动时,系统能在毫秒级时间内检测到并发出报警,指出故障可能出在焊接电源或焊接回路的某个部位。采用自动化控制系统后,生产效率可提高 30% 至 50%,废品率降低 20% 至 30%,极大地减少了人工操作误差,提高了生产过程的连续性与可靠性,降低了生产成本。不锈钢制管机生产的管材,常用于机械制造行业。
切断装置的类型与特点:不锈钢制管机的切断装置主要有两种类型,即飞锯切断和行星切断。飞锯切断是在管材高速运动过程中,利用高速旋转的锯片对管材进行切断。这种切断方式具有切断速度快、效率高的优点,适用于大批量生产。但飞锯切断也存在一些缺点,如锯片磨损较快,需要定期更换锯片,且切断后的管材端口可能会产生一定的毛刺,需要后续进行打磨处理。行星切断则是通过行星齿轮机构带动刀具围绕管材旋转进行切断,其切断过程较为平稳,管材端口质量较好,毛刺较小。行星切断适用于对管材端口质量要求较高的场合,但切断速度相对较慢,生产效率略低。在实际应用中,需要根据管材的生产规模、质量要求以及成本等因素综合选择合适的切断装置。全自动不锈钢制管机减少了人工操作,降低了生产成本。江门附近不锈钢制管机操作
检查不锈钢制管机的零部件,是日常保养的重要内容。江门哪些不锈钢制管机是什么
奥氏体不锈钢的制管工艺优化:304/316L 奥氏体不锈钢凭借良好的延展性和出色的耐腐蚀性,成为制管机常用的主流材料。针对这类材料,在制管时需采用多级渐进式轧制工艺,每道次变形量严格控制在 8 - 12%,以此避免材料出现冷作硬化现象。同时,为抵抗材料硬化带来的磨损,轧辊表面需进行氮化处理,使其硬度达到 HV≥1200,这样可大幅延长模具寿命,通常能使模具寿命达到 500km 轧制长度以上。在生产食品加工设备用不锈钢管时,采用优化后的工艺,既能保证管材的耐腐蚀性,又能确保管材表面光滑,符合食品卫生标准。江门哪些不锈钢制管机是什么

- 珠海多功能不锈钢制管机定做价格 2025-04-11
- 梅州附近哪里有不锈钢制管机生产厂家 2025-04-11
- 潮州环保不锈钢制管机 2025-04-11
- 珠海什么是不锈钢制管机设备价格 2025-04-11
- 内蒙古全自动不锈钢制管机操作 2025-04-11
- 山西哪些不锈钢制管机 2025-04-11
- 汕头全自动不锈钢制管机直销价格 2025-04-10
- 惠州环保不锈钢制管机租赁 2025-04-10