给料机已广泛应用于煤矿、冶金、建材、化工,仪器等行业中,但是想必也还有人不知道给料机的工作原理,***跟大家谈谈称重定量给料机的工作原理。给料机利用胶带拖动物料运行,当物料从料仓被胶带拖出后,在胶带的带动下,靠自身与胶带之间的摩擦力平稳地向前移动,从而实现连续、均匀地给料。在输送胶带的下方,安装有称重托辊、称重桥架、称重传感器,装有称重传感器的称重桥架安装于输送机的纵梁上,称重桥架支承称重托辊,以检测皮带上的物料重量并产生一个正比于皮带载荷的电信号,送给称重显示仪表。数据查询不但可以在本地完成,也可以在任何联网的计算机上运用。数据查询为分类查询。河北称重给料系统常见问题

设备开箱的注意事项。有些项目客户会要求售后服务人员到场一起参与开箱验收,那么开箱验收时应该注意哪些事项呢。首先,要将需要开箱验货的货物箱单准备好。箱单中货物包装件数和详细明细都要列出,这样拆箱时可以一一核对,避免出现实际货物与箱单对应不上的现象。其次,检查到货的货物外包装是否完好无损,有无淋雨潮湿或缺件的情况。例如,到场后发现缺件,应及时与送货物流或快递公司以及收货人联系,避免出现漏送或丢失货物的情况。然后,拆箱核对无误后,应根据现场的实际情况妥善保管。如开箱后马上安装,应将设备完好无损的运至安装现场,保证设备的完好。如开箱后需要再次确定具体安装时间,应将设备重新放置在包装木箱中,同时做好防雨防尘的工作,妥善保管在指定位置,并做好登记。防止长时间没有安装导致找不到设备的现象出现。进口称重给料系统系统称重给料系统的工作原埋。

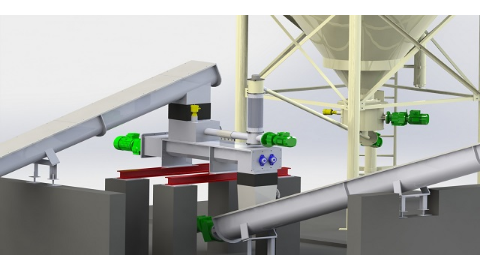
运行原理:料仓破拱卸料机ZDM400破拱机的主要部分是一根带有多层柔韧刮片的破拱轴。在料仓锥斗内由减速电机带动旋转使柔韧刮片有效防止拱桥形成并确保持续流动。直接连接在轴上的手臂刮刀使定量输送机能完全被填满从而有效精确地完成体积式定量输送。为提高体积式给料机的精确度,可以在设备上加装一套电子装置,成为一台带失重测量功能的称重给料机。优势:料仓破拱卸料机机身模块化:可在不更换破拱机身的情况下更换不同的计量输送机类型只需标准尺寸法兰与料斗锥斗连接,易于安装持续稳定下料和准确体积计量使用低能耗电机可带两条运行的计量输送机与上下游的其他设备或系统连接便(输送机、污泥搅拌机、防潮投加器等)可完全排空料仓机械下料:不压实或污染物料安装方便灵活:360°可旋法兰,输送机长度可调节、可配置柔性或刚性输送螺旋
气相法聚丙烯装置粉料输送相关设备主要由两台卧式反应器、气体膨胀袋滤器以及脱气仓组成,按工艺流程进行布置,在满足工艺标高要求以及操作空间需求的前提下,设备尽可能靠近布置,满足工艺要求下尽量降低标高。脱气仓及气体膨胀袋滤器布置在西侧框架内,上下布置。根据脱气仓底部接收料斗检修所需**小净空确定脱气仓安装高度。脱气仓框架与反应框架之间尽可能实现层层连通,方便巡检。气相法聚丙烯装置中,输送至脱活单元的粉料管道包括反应器出口1根DN100的管道以及第二反应器出口2根DN100的管道,管内物料主要为聚丙烯粉料和少量丙烯,气固两相。物料分别从两台反应器出口,经柱塞阀按时顺序控制出料,通过压差将聚丙烯粉料送至气体膨胀袋滤器。聚丙烯粉末和未反应单体在此袋滤器中进行分离。聚丙烯粉料在重力作用下经出口旋转阀进入脱气仓。自动称重配料系统包括什么设备?
称重给料系统中的称重传感器有多种类型,包括压电传感器、应变传感器、力传感器等,它们的工作原理有所不同。压电传感器使用压力来产生电荷,从而测量物体的重量。应变传感器则通过物体的应变(即变形)来测量重量。当物体承受重量时,传感器中的电阻值会发生变化,从而提供准确的测量结果。力传感器通过测量物体对传感器的重力传递的力度来测量重量。无论是哪种类型的称重传感器,它们都需要具备高精度、高稳定性、高可靠性的特点,以确保测量结果的准确性。同时,称重传感器还需要具备抗干扰能力,能够在物料流动或者振动环境下正常工作。在称重给料系统中,称重传感器通常与测速传感器配合使用。测速传感器可以检测输送皮带的运转速度,而称重传感器则可以测量物料在输送带上的重量。通过将这两个传感器的信号结合起来,可以确定物料的给料量。此外,为了确保称重传感器的精确测量,需要进行定期的校准和维护。这包括使用标准砝码进行校准、清理和维护传感器以及定期检查传感器的连接和线路是否正常等。总的来说,称重给料系统中的称重传感器通过不同的工作原理精确地测量物料的重量,并且需要与测速传感器配合使用以确保给料量的准确性。为了保持其精确性。称量配料系统在耐材、粉末冶金、电池、建材、食品、制药等行业有很广的应用。自动破袋称重给料系统维保
安徽哪家称重给料系统的质量好?河北称重给料系统常见问题
在配料过程中,解包室主要用于投料,由相关的工作者将料包打开并将其投放到解包室即可,为了降低和避免传统粉料配料装置中粉料四处飞散,破坏环境,威胁工作人员健康的情况,该装置在解包室上方安装了除尘器,工作人员进行投料工作的同时,除尘器开始工作,将解包室上方扬起的粉尘吸附走,很大程度保持工作环境的干净整洁,解包室下连接着储料仓以及下料装置,投放的配料由解包室落入到储料仓,继而进入下料装置中,在这个加料工位的位置上,若有配料需求,则应当由专门的工作人员或器械将装料装置放置规范,然后开始工作,下料装置开始工作后,向乘料工具输送粉料,同时期内,称重工作开始同步进行,集中除尘装置也开始工作。当乘料装置中盛放的配料重量达到提前设定的预期值时,称量装置就会向盛料装置反馈,暂时一轮的加料工作就会停止,多种配料重量都达到预设值时,盛料装置就会将各种配料下放,进入传输装置,输送至下一个工作环节,所有的配料环节结束后,再由工作人员将盛料容器取下,按照相应的工作程序进行加工装袋即可。加工中,控制配料精细度的设备主要是依靠电子称重设备,电子称重设备的精细度直接关系到配料的精确度,该环节主要由电子称重控制系统自动修正。河北称重给料系统常见问题