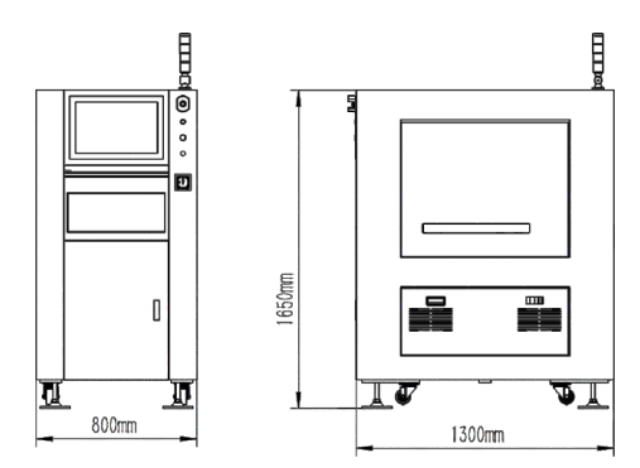
- 品牌
- GDK
- 型号
- D1
- 类型
- 全自动高速点胶机
机械装配通用技术规范7
气动元件的装配
1 每套气动驱动装置的配置,必须严格按照设计部门提供的气路图进行连接,阀体、管接头、气缸等连接时必须核对无误。
2 总进气减压阀按照箭头方向进行进出口连接,空气过滤器和油雾器的水杯和油杯必须竖直向下安装。
3 配管前应充分吹净管内的切削粉末和灰尘。
4 管接头是螺纹拧入的,如果管螺纹不带螺纹胶,则应缠绕生料带,缠绕方向从正面看,朝顺时针方向缠绕,不得将生料带混入阀内,生料带缠绕时,应预留1个螺牙。
5 气管布置要整齐、美观,尽量不要交叉布置,转弯处应采用90°弯头,气管固定时不要使接头处受到额外的应力,否则会引起漏气。
6 电磁阀连接时,要注意阀上各气口编号的作用:P:总进气;A:出气1;B:出气2;R(EA):与A对应的排气;S(EB):与B对应的排气。
7 气缸装配时,活塞杆的轴线与负载移动的方向应保持一致。
8 使用直线轴承导向时,气缸活塞杆前端与负载联接后,在整个行程中,不得有任何的别劲存在,否则将损坏气缸。
9 使用节流阀时,应注意节流阀的类型,一般而言,以阀体上标识的大箭头加以区分,大箭头指向螺纹端的为气缸使用;大箭头指向管端的为电磁阀使用。
点胶机分手动和脚踏操作。广东多功能点胶机原理

点胶阀的种类介绍
全自动点胶机配备的点胶阀是决定胶水能否流通的重要组成部分,也是胶水跟产品之间的一个控制的端口。通过气缸的运动,来实现胶水出胶的定量控制,辅助操作人员能更准确地控制胶水的宽度和数量,大部分点胶阀是采用的阳极处理的铝合金,使用寿命更长,想要高速,可以使用储料罐直接供胶。
点胶阀是由气体、阀体和胶体上下连接而成。气缸是有薄膜与阀体隔开的,可避免胶水冲入气腔。胶体内的阀芯就固定在气缸活塞杆上,阀芯开关用于打开和关闭胶水。特别是关胶结构采用的是上吸式关胶,使停胶的同时就立即回吸断胶,有效的减少残留在针头的胶,解决了运动时漏滴、点胶拉丝等问题。胶阀本体是采用的铝合金做阳极硬化处理,膜隔片是采用四氟材料,接触胶体部分均是耐腐蚀的材料,而胶阀一般都是与全自动点胶机配套使用的。
全自动点胶机上面配备的常见的点胶阀有气动跟电动两种形式,气动点胶阀分不同的开关胶方式,有柱塞阀、顶针点胶阀、升降阀、喷雾点胶阀等;出胶方式不同,流体可适用也不同。电动点胶阀由泵体和驱动部件组成,配备转子。采用定转子结构,密封性强。转子和定子形成的自密封结构,方便更换。而胶水回吸的功能可以直接反转电机来完成。 罗湖区点胶机厂家价格点胶机的种类与相关介绍。

快速了解UV复合胶
食品、饮料和一些生物医药制品需要高阻隔软包装,包装材料的阻隔性决定和影响可食用的时间。高阻隔包装材料由塑料薄膜与纸张、金属膜复合制成,具有强度高、隔氧和隔水性好、适应印刷的特点,能耐冻和耐120℃高温。
目前软包装行业的复合胶几乎都是溶剂型粘合剂,溶剂的质量>70%,复合过程经由涂布、溶剂挥发、复合、存放和熟化的工艺步骤,除了易燃易爆,排放高、生产过程长、效率低,复合膜中还残留有溶剂。许多复合包装膜并没有充分反应和彻底挥发干净溶剂就交付使用,残留的溶剂和未反应完全的化学物质可能渗透、污染食品,这是目前仍有不少医药和食品包装物的健康指标不达标的主要原因。
用UV粘合剂取代溶剂型粘合剂,不仅复合膜的生产效率将会**提高,由原来的几小时的生产过程减小到一分钟就可完成;UV粘合剂不含溶剂,更可以保证复合膜达到食品、医药等包装材料的健康和卫生要求。等溶剂挥发几个到几十个小时,在此期间施工场所不能使用,若使用光固化粘合剂则不存在这样的问题,可以先将光固化胶涂布在地面上,自流平后用紫外光照使其固化,表面具有粘性,然后将PVC地板铺上即可立即使用,不仅缩短了施工周期,而且整个生产过程没有溶剂挥发。
点胶机设备中胶水的一些知识
1.胶的养生期:胶水在两个基材中形成膜后,随着时间的延续而形成了结合力。较低的结合力形成的时间是较重要的。在较低结合力形成后,它不会影响胶水较终用品的表现。在一段时间后胶的结合力的形成是较完全的,结合力是平稳的,这就是较高结合力。由较低结合力到比较高结合力的时间就是胶水的养生期。一般胶水的较低结合力是24小时。养生期1-7天。不同的粘接材料都将影响胶水的养生期
2.胶水的防水等级:胶水的防水等级分为四级,地板用胶水的防水等级应在3级以上。1级:一般的防水;2级:室内弱防水;3级:室内强防水;4级:室外的防水。FDA标准:指"国际亲近人体无害"标准。
3.胶膜的颜色对胶的粘结力有没有影响?胶水的胶膜是透明的或是乳白的,这都是很正常的它不会影响胶水的粘结力(发黑、乳白发胀对胶水的粘结力有影响)。一般情况下,在加了阻水的填充剂后的胶水,其胶膜的透明度较差,但它不会影响胶水的效力。 灌胶机和点胶机有什么区别呢?

如何选购点胶机
在购买点胶机之前,首先需要弄清两件事情:
使用胶水基本特性
a)是什么胶水?单组份还是双组份(AB胶)
b)如果是双组份,AB胶的体积比是多少
c)胶水的粘度和密度?
d)胶水大约多久时间开始固化?完全固化时间?
e)胶水如何包装。
点胶工艺要求
a)点胶精度要求如何?每个产品用胶量多少?
b)胶水是用来灌封?黏贴?绝缘?防潮?点滴?
c)要求如何实现点胶操作?
点胶机选择原则
1、胶水:普通胶水用单组份点胶机,AB胶使用双液点胶机,PU胶使用PU胶点胶机,UV胶使用特定针筒点胶。
2、点胶工艺:普通点胶使用半自动点胶机(比如脚踏控制),精确定位划线则选用台式、三轴、画圆等带自动化功能点胶机。点胶机的自动化功能其实属于附属功能,点胶机更多起到控制胶水的作用,其他功能可以借助自动化机械手实现。
3、工作效率和环境:产品少,不追求效率,使用手动胶枪;室外工作,使用胶枪。要求精确控制出较量,使用机器。要求自动化点胶,则使用带自动化功能机器。
4、成本:点胶方案多种多样,并非所有的点胶都需要使用机器,也并非所有自动化点胶都必须附加到点胶机上。
全自动三轴点胶机的优势现如今越来越多的全自动点胶机是哪种呢?南山区高速点胶机销售公司
五轴点胶机怎么样呢?欢迎来电咨询。广东多功能点胶机原理
三轴点胶机的工作原理及优势
三轴点胶机是指具有XYZ轴的桌面型点胶机,也被称之为机械臂点胶机。可分为双液点胶机和单液点胶机,具备了区块位移、旋转、镜射、重复编排、矩阵编排等点胶功能,其主要组成结构为:三轴点胶系统控制器、电源、运动控制器、伺服马达或者步进马达、丝杆或导轨、线材、铝合金板材框架等。
工作原理:
三轴点胶机工作原理是将压缩后空气送入胶瓶(注射器),将胶压进与活塞室相连的进给管中,当活塞处于上冲程时,活寒室中填满胶,当活塞向下推进滴胶针头时,胶从针嘴压出。滴出的胶量由活塞下冲的距离决定,可以手工调节,也可以在软件中控制。
工作流程:
在应用过程中可以在输入传感器上根据封装需要进行自行定义,并触发路线循环或跳离,以完成整个封装流程。
应用领域:
三轴点胶机主要应用领域有:手机、电脑外壳、光碟机、印表机、墨水夹、PC板、LCD、LED、DVD、数位相机、开关、连接器、继电器、散热器、半导体等电子业、或与SMT设备连线快速点/涂胶。时钟、玩具业皮具、皮革行业、礼品包装、医疗器材等需液体点/涂胶产品。 广东多功能点胶机原理
深圳市和田古德自动化设备有限公司是我国全自动锡膏印刷机,全自动高速点胶机,AOI,SPI专业化较早的私营有限责任公司之一,公司始建于2011-01-31,在全国各个地区建立了良好的商贸渠道和技术协作关系。和田古德以全自动锡膏印刷机,全自动高速点胶机,AOI,SPI为主业,服务于机械及行业设备等领域,为全国客户提供先进全自动锡膏印刷机,全自动高速点胶机,AOI,SPI。多年来,已经为我国机械及行业设备行业生产、经济等的发展做出了重要贡献。

全自动点胶机使用时的要点启动机器前,检查电源和电压是否稳定。开机后,应该注意机器是否发出异常噪音。1.打出胶点的直径是到产品间距的一半,贴完产品后胶点的直径应为胶点直径的1.5倍2.点胶压力背压过大就容易造成溢出和胶水过量问题;如果压力太小将会有间歇的点胶和泄漏,从而造成缺陷。可根据相同质量的胶水结合工作的环境温度来选择压力。环境温度太高会降低胶水的粘度并提高其流动性。3.实际上,针的内径应该是胶水分配点直径的1/2。在打胶时,点胶的针头要根据电路板上焊盘的贴服尺寸来进行选择针头大小,不同尺寸点胶的焊盘要选择口径不同的针,从而可以保证打出的胶点的质量,可以提高生产效率。4.针距印刷电路板不同的...
- 盐田区半导体点胶机生产厂家 2025-04-30
- 广东点胶机按需定制 2025-04-30
- 盐田区多功能点胶机设备厂家 2025-04-30
- 深圳高速点胶机功能 2025-04-29
- 直销点胶机按需定制 2025-04-29
- 盐田区销售点胶机生产厂家 2025-04-29
- 深圳直销点胶机保养 2025-04-29
- 高精密自动点胶机的参数设置 2025-04-28
- 拌胶机 2025-04-28
- 精密点胶机设备厂家 2025-04-28







- 肇庆销售AOI检测设备原理 05-02
- 激光镭雕机高度调节视频 05-01
- 阳江在线式锡膏印刷机市场价 05-01
- 广州AOI检测设备按需定制 05-01
- 广州激光镭雕机代加工 05-01
- 汕尾镭雕激光雕刻机教程 05-01
- 东莞销售SPI检测设备服务 05-01
- 汕尾在线式AOI检测设备厂家价格 05-01
- 激光镭雕机焦距是多少倍 05-01
- 福清市激光镭雕机招聘吗 05-01