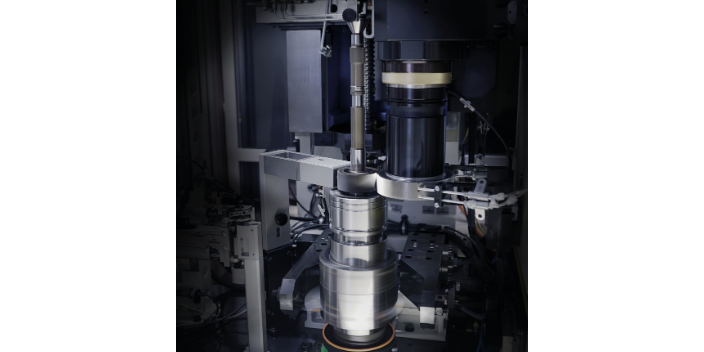
在半导体的生产环节中,圆晶减薄是其中一个关键的生产环节。实际上,由于芯片已在圆晶上成形,减薄操作的任何失误都可能影响芯片成品率和成本。在减薄加工中,可用接触式或非接触式传感器测量,甚至可在去离子水中测量,进行严格在线控制。马波斯传感器甚至可检测到砂轮与圆晶接触的瞬间或检查任何过载。另外,马波斯传感器可控制的厚度从4µm到900µm(单侧测量),智能处理厚度数据,可正常控制超薄厚度和记录数据(黑盒功能)。非接触式测量系统,能够对发卡的主要几何特征进行尺寸测量。电机性能测试
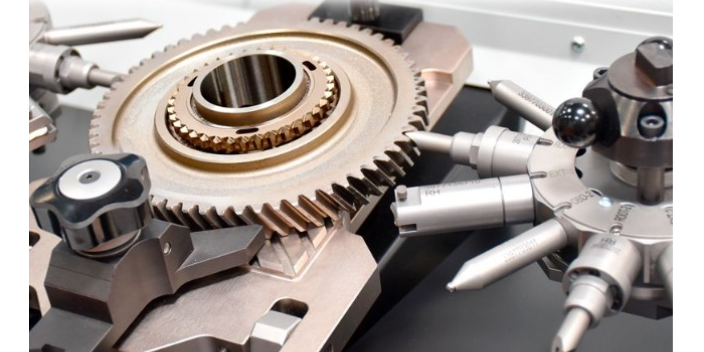
在单啮和变速箱(减速机)偏差分析方面,2速或1速变速箱(减速机)零件加工必须满足高精度要求,以确保零件装配后不会对车辆造成额外的噪音。SF测试是齿轮加工后的啮合旋转测试。测试时,标准齿轮至于适当的安装位置:其与待测齿轮齿隙适当,且单面啮合。然后光学编码器测量其相对于标准齿轮的角位移。SF测试结果包括变速箱(减速机)偏差数据的采集和噪音分析。Marposs还开发了一种特殊的单啮测试方案,用于在实验室测试原型零件,以改善齿轮设计过程。催化剂图层膜厚测量马波斯电机检测解决方案旨在通过使用识别电机内部潜在趋势的设备来检查电机的完整性。
在半导体行业,圆晶减薄当然是非常精密的加工过程。在减薄过程中,需要用接触式或非接触式传感器严格控制加工过程。从步骤来看,封装前,圆晶需要达到正确的厚度,这是半导体生产的关键。圆晶背面研磨(圆晶减薄)是一种半导体生产工序,在此期间需要严格控制圆晶厚度,使圆晶达到超薄的厚度,可叠放和高密度封装在微型电子器件中。马波斯传感器甚至可检测到砂轮与圆晶接触的瞬间或检查任何过载。同时,马波斯传感器可在干式和湿式环境中可靠地在线测量厚度。
作为电机关键元件,轴和转子必须承受电机传递给下游部件的高速度和大转矩。因此,所有部件必须精确配合(公差小)。必须对每一个产品进行检查,以确保比较高水平的质量。根据电机的类型,使用不同的转子型号:永磁转子用于无刷同步电机.绕线转子用于外部励磁同步电机.鼠笼转子用于异步电机Marposs在整个制造环节提供各种产品和应用以进行过程控制。Marposs还提供各种方案和设备以进行质量检查、功能测试和转子成品装配。反电动势测试(BEMF)和永磁转子EOL功能测试都是十分可靠的解决方案。进行氦气试漏的方法有多种,即对真空腔进行整体测试 这体现的是优异与有效的选择。

玻璃容器加工尺寸控制的方法:加工尺寸控制包括:•总高度•垂直度•嘴平行度•外径,或长/短边,以及瓶身的对角线•颈部外径•各种表面处理的许多不同参数(例如直径、高度、半径、角度……)这些尺寸控制可以通过go-no-go通止规在生产线附近实现,也可以在实验室使用手动量规或半自动/自动计量系统在样件上进行。但使用通止规进行尺寸控制会有一些问题:它不提供定量信息,而且依赖于操作员的技能。持续使用通止规成本高昂,因为每件产品都需要一套**的通止规,这些硬规需要日常管理并定期重新校准。此外,这种方法不可能收集所有测量数据并进行统计分析以改进加工工艺和过程。马波斯Hetech一直致力于电动汽车发动机压铸外壳的泄漏检测系统的研发与制造,并获得了市场认可。线材料检测
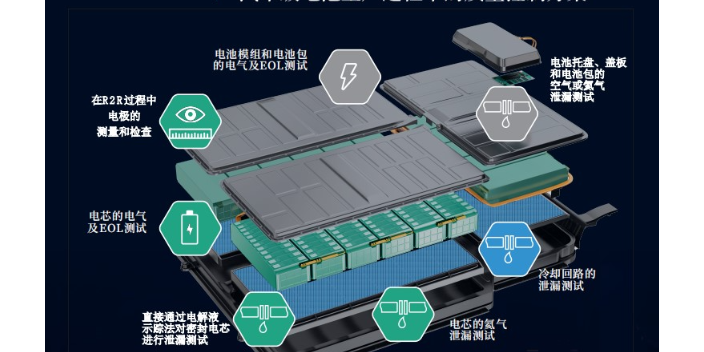
马波斯在泄漏测试方案领域拥有丰富的经验,方案可集成不同技术,确保可以为整个电驱动产品组件提供解决方案。电机性能测试
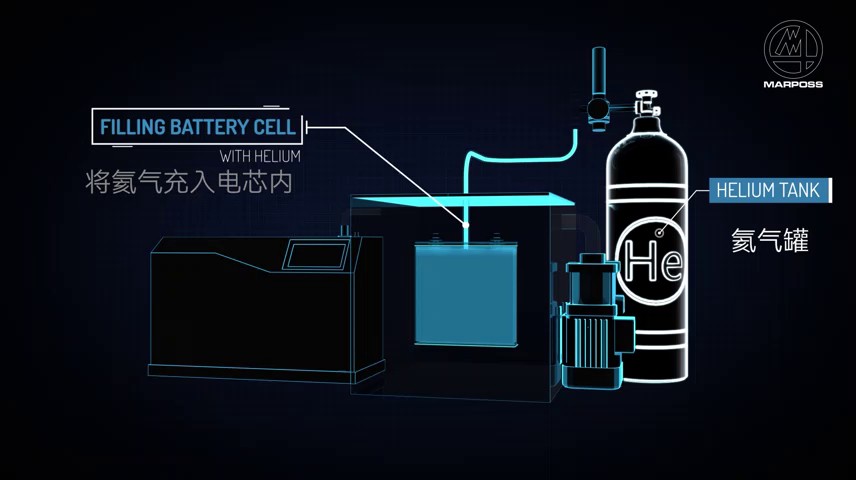
然后,在真空箱内同时检测一个批次12只电芯,检测周期*需9秒钟。如检测发现不合格,则表示12只电芯全部判定不合格,这时可将该批次电芯同时放在另一台离线测台上做单独检测,以准确识别出报废的电芯。优势l适用范围广,适用于所有类型的电芯泄漏检测(纽扣,圆柱、方形或软包)l可在注液和密封后的任何工艺阶段检测l可用于不同类型的电解液检测l可轻松在生产线中实现检测自动化l无需为检漏而另外添加示踪气体l不影响整线生产节拍l检测速度快电机性能测试