- 品牌
- GDK
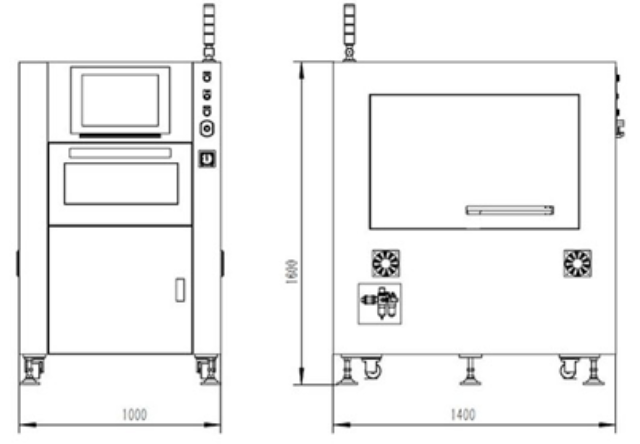
- 型号
- 锡膏印刷机
- 适用材质
- PCB板印刷锡膏
钢网对SMT印刷缺陷的影响钢网对SMT印刷缺陷的影响主要来自六个方面,分别是钢网的厚度、网孔的数量——多孔或少孔、网孔位置、网孔尺寸、网孔形状、孔壁粗糙度。1、钢网的厚度会影响到是否有锡珠、锡桥、短路、多锡或少锡。2、网孔数量影响到是否存在元件立碑或元件被贴错位置。3、网孔位置会影响到是否存在锡珠、锡桥、短路、元件偏移和立碑。4、网孔尺寸影响到是否有焊锡过多、焊锡强度不足、锡桥、短路、元件移位和立碑。5、网孔尺寸影响到是否存在短路、焊锡太多或焊锡强度不足、锡珠等品质问题。6、孔壁形状会影响到是否有锡珠、短路、锡桥、焊锡强度不足、元件立碑等品质缺陷。锡膏是SMT生产工艺中至关重要的一部分,锡膏中金属粉末的大小、金属含量的分配、助焊剂的比例、回温时间、搅拌时间和锡膏的保存环境、放置时间都会影响到锡膏印刷品质。由于锡膏原因造成的下锡不良、焊接效果不好等品质问题时有发生。总结:要想控制好锡膏印刷品质的直通率,必须选择合适的锡膏并保障锡膏的存放环境和方法,严格遵守锡膏的使用流程,根据不同的产品而设计好元件的分布比例和位置,印刷不同的元件选择合适的钢网网孔形状和开口形状、网孔大小及钢网厚度等。印刷机摄像头寻找相应钢网下面的Mark点(基准点).东莞高速锡膏印刷机功能

1、锡膏漏印:锡膏漏印是指焊盘锡膏覆盖面积小于开孔面积的80%,导致焊盘焊锡不足或没锡膏印刷于焊盘。锡膏漏印的原因一般有几种,一是因为刮刀速度过快,导致锡膏过孔填充不足,尤其是焊盘小,空洞微小的PCB和钢网。所以应该先降低刮刀的速度;第二种原因是分离速度太快,锡膏印刷完后,分离速度过快导致焊盘的锡膏被带走出现漏印或拉尖。操作员应将分离速度调至合理区间。第三种原因是锡膏粘度太强,粘度太大的锡膏,锡膏印刷不足以流入对应孔洞的焊盘位置。因此锡膏印刷应该选用合适的粘度锡膏。第四种原因是钢网开孔过小,同时刮刀速度快,导致下锡不足,出现锡膏漏印。因此需要通过精确钢网开孔来改善。4、锡膏图形有凹陷:锡膏图形有凹陷是指锡膏在焊盘位置上没有清晰的轮廓,锡膏凹凸不平,易造成虚焊。造成锡膏图形凹陷的原因有两种,一种是由于刮刀压力过大或分离速度太快,造成锡膏在焊盘上出现凹陷。需要调整刮刀压力;第二种是由于钢网孔洞有尘,造成下锡及分离脱模的时候出现凹陷。应及时清洗钢网改善。以上就是小编跟大家分享的关于锡膏印刷不良的几种情况以及原因和改善方法.东莞高速锡膏印刷机功能全自动锡膏印刷机自动寻找PCB的主要边缘并且进行定位。

(3)刮刀速度刮刀速度快,焊锡膏所受的力也大。但提高刮刀速度,焊锡膏压入的时间将变短,如果刮刀速度过快,则焊锡膏不能滚动而*在印刷模板上滑动。考虑到焊锡膏压人窗口的实际情况,比较大的印刷速度应保证QFP焊盘焊锡膏纵横方向均匀、饱满,通常当刮刀速度控制在20~40mm/s时,印刷效果较好。因为焊锡膏流进窗口需要时间,这一点在印刷小间距QFP图形时尤为明显,当刮刀沿QF焊盘一侧运行时,垂直于刮刀的焊盘上焊锡膏图形比另一侧要饱满,故有的锡膏印刷机具有“刮刀旋转45°”的功能,以保证小间距QFP印刷时四面焊锡膏量均匀。(4)刮刀压力刮刀压力即通常所说的印刷压力,印刷压力的改变对印制质量影响重大。印刷压力不足,会引起焊锡膏残留(刮不干净)且导致PCB上焊锡膏量不足。如果印刷压力过大,又会使刮刀前部产生形变,并对压入力起重要作用的刮刀角度产生影响。
采用表面贴装技术(SMT)是电子产品业的趋势我们知道了SMT的优点,就要利用这些优点来为我们服务,而且随着电子产品的微型化使得THT无法适应产品的工艺要求。因此,SMT是电子装联技术的发展趋势。其表现在:1.电子产品追求小型化,使得以前使用的穿孔插件元件已无法适应其要求。2.电子产品功能更完整,所采用的集成电路(IC)因功能强大使引脚众多,已无法做成传统的穿孔元件,特别是大规模、高集成IC,不得不采用表面贴片元件的封装。3.产品批量化,生产自动化,厂方要以低成本高产量,出产质量产品以迎合顾客需求及加强市场竞争力。4.电子元件的发展,集成电路(IC)的开发,半导体材料的多元应用。5.电子产品的高性能及更高装联精度要求。6.电子科技势在必行,追逐国际潮流。PCB通过自动上板机沿着输送带送入全自动锡膏印刷机内.

锡膏印刷机操作员要做哪些工作锡膏印刷机操作员的作业范围及要求:1、上线前佩戴防静电手环,清点PCB板数量、核对版本号、检查PCB板质量(有无划伤,报废板);放置在指定区域,按产品型号到钢网存放区找到钢网并核对,上静电板架时需用去尘滚筒清洁PCB表面2、安装钢网前检查刮刀有无破损,检查钢网是否完好。3、确认本批产品有铅或无铅,需经助拉,品质人员确认后方可使用,查看锡膏回温记录表,确认锡膏是否回温4小时,搅拌5分钟。4,清洗钢网,安装钢网上丝印台,当刷第二面时,注意顶针摆放位置,不可顶到背面元器件,如不能确认时需拿菲林或有机玻璃比对,确保不伤及到元件。5,设置印刷参数,刮刀压力4.5Kg速度40-80mm/S擦拭频率:有BGA、密脚IC元件每片/次印刷方式:单印脱模速度:0.2-0.5mm/s清洗速度:50mm/s加锡提示设置:设定30PCS/次6,印刷后检查是否有漏印、偏位、拉尖、连锡等不良印刷情况及时改正7,本批产品下线后,收集多余锡膏,清洗钢网并拿到待退钢网区,摆放整齐。8,每班清洁机器表面灰尘、锡膏,并填写设备保养记录,刮刀、滚筒等作业工具摆放整齐,静电框必须摆放到指定区域,保持设备周边地面环境卫生。电烙铁焊锡有毒吗?欢迎来电咨询。汕头全自动锡膏印刷机
SMT优点和基本工艺贴片加工的优点?东莞高速锡膏印刷机功能
半自动锡膏印刷机故障维修方法一、锡膏印刷机半自动工作踩脚踏开关时滑座下降,放开则上升的故障原因及维修方法。故障原因:横滑座左侧开关断线或着损坏。维修方法:把开关连线接通或者换新的开关。二、锡膏印刷机半自动工作踩脚踏开关时,滑座下落左移之后上升但却不向右移动故障原因及维修方法。故障原因:锡膏印刷机接近开关损坏或者接近开关未感应到。维修方法:更换接近开关或者调整接近开关的感应。三、锡膏印刷机半自动时还未踩脚踏开关锡膏印刷机已经运行故障原因及维修方法。故障原因:脚踏开关短路或者是开关损坏。维修方法:更换新的开关和按钮等。四、切换半自动锡膏印刷机动作后上升动作慢故障原因及维修方法。故障原因:电磁阀有故障或者被异物堵塞。维修方法:更换电磁阀或者清理电磁阀。
东莞高速锡膏印刷机功能

(3)刮刀速度刮刀速度快,焊锡膏所受的力也大。但提高刮刀速度,焊锡膏压入的时间将变短,如果刮刀速度过快,则焊锡膏不能滚动而*在印刷模板上滑动。考虑到焊锡膏压人窗口的实际情况,比较大的印刷速度应保证QFP焊盘焊锡膏纵横方向均匀、饱满,通常当刮刀速度控制在20~40mm/s时,印刷效果较好。因为焊锡膏流进窗口需要时间,这一点在印刷小间距QFP图形时尤为明显,当刮刀沿QF焊盘一侧运行时,垂直于刮刀的焊盘上焊锡膏图形比另一侧要饱满,故有的锡膏印刷机具有“刮刀旋转45°”的功能,以保证小间距QFP印刷时四面焊锡膏量均匀。(4)刮刀压力刮刀压力即通常所说的印刷压力,印刷压力的改变对印制质量影响重大。印刷压...
- 东莞高速锡膏印刷机设备厂家 2025-02-06
- 清远半导体锡膏印刷机设备 2025-02-05
- 锡膏印刷标准 2025-02-05
- 湛江在线式锡膏印刷机按需定制 2025-01-27
- 揭阳锡膏印刷机按需定制 2025-01-27
- 潮州精密锡膏印刷机技术参数 2025-01-27
- 广州销售锡膏印刷机设备价钱 2025-01-26
- 汕尾全自动锡膏印刷机维保 2025-01-25
- 汕尾销售锡膏印刷机按需定制 2025-01-24
- 中山销售锡膏印刷机保养 2025-01-24



- 云浮半导体锡膏印刷机功能 2025-01-21
- 清远高速锡膏印刷机服务 2025-01-21
- 惠州自动化锡膏印刷机按需定制 2025-01-21
- 自动锡膏印刷机电气部分组成 2025-01-21
- 潮州多功能锡膏印刷机设备价钱 2025-01-20
- 江门在线式锡膏印刷机生产厂家 2025-01-20



- 湛江高速SPI检测设备原理 02-06
- 杭州激光镭雕机订做厂家 02-06
- 销售SPI检测设备价格行情 02-06
- 东莞高速锡膏印刷机设备厂家 02-06
- u盘激光镭雕机出租 02-06
- 昆明激光镭雕机价格 02-06
- 福建五金激光镭雕机厂家 02-06
- 东莞全自动SPI检测设备厂家价格 02-06
- 广州镭雕激光雕刻机摆摊 02-06
- 清远半导体锡膏印刷机设备 02-05