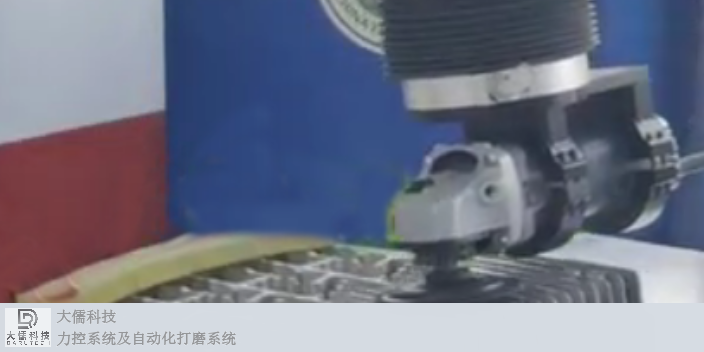
车用轮毂目前合金轮毂较多,如铝合金、镁合金等,合金轮毂具有精度更高、安全、舒适、节能等特点。铸造成型后经过机加工,还会在辐条、安装盘表面过渡处出现各种尖角、毛边等不规则的金属部分的毛刺,但去除毛刺的工艺并没有受到重视,并没有一套成熟的去毛刺工艺,现阶段利用弯头毛刺工具或者毛刺笔分很多部分逐次剔除,既费力也容易造成锯齿状刀口,影响涂装美观。使用DFC智能柔性打磨力控系统、机器人、打磨工具、打磨工作台、耗材更换工位组成的自动柔性打磨工位,打磨加工一致性好、效率高、成本低,兼容铝轮毂曲率变化大、型面复杂的问题,柔性打磨过程中打磨力迅速响应性,抗干扰性好;优化调试速度和难度的同时,提升轮毂加工表面质量的均匀性和一致性。 大儒科技(苏州)有限公司力于提供力控打磨 ,有需求可以来电咨询!厦门精密力控打磨来电咨询
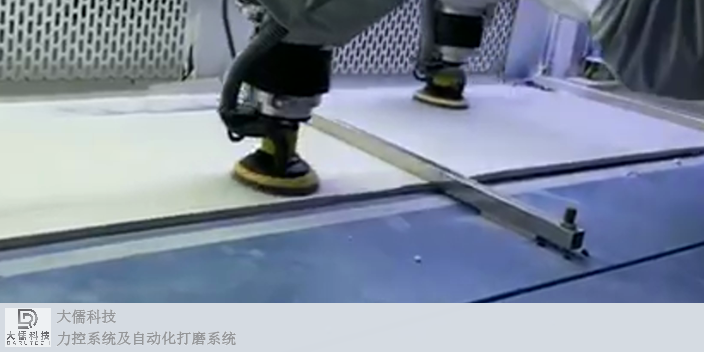
随着社会的发展,越来越多家具和装修需要使用石材,而对于石材表面的平整要求也越来越高,需要对石材表面进行打磨抛光,实现平面光滑整洁,而现有的打磨操作一般需要工人使用打磨工具对石材表面一点点打磨抛光,这种打磨方式耗时耗力,打磨的效率不高,对工人的劳动强度也大,加大了人工成本。针对这些问题,安装了DFC智能力控打磨力控的石板平面自动打磨设备,能够克服解决这些问题。其中动力装置能够为石板打磨提供动力,使打磨机自由移动,转动装置能够使打磨机前后往复移动,实现对石板的前后打磨,研磨装置能够使打磨机向右前进,对石板平面打磨,此设备能够自动完成对石板平面的打磨,无需人工操作,节约了人力成本,也能够减少工作人员的劳动强度,缩短劳动时间,提高了打磨的效率。韶关本地力控打磨现价力控打磨 ,就选大儒科技(苏州)有限公司。
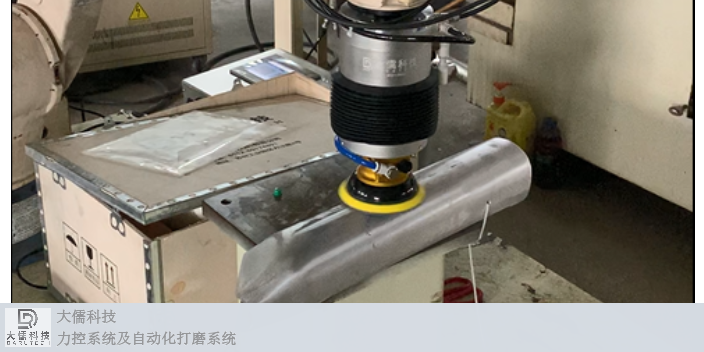
客户终端采用气动圆盘工具对圆棒类工件的外表面进行打磨,实际打磨时气动打磨机来回移动,圆棒工件旋转移动,气动打磨机与圆棒工件之间线接触的打磨,要想打磨圆棒工件的整个外圆周,圆棒工件不但要进行轴线移动,还需要径向的调整位置,专机打磨的刚性接触使得打磨效率低,圆度不一致的缺陷,有待于改善。DFC力控打磨安装在客户现有打磨专机上,保持圆棒匀速旋转通过滚筒线,在原有气动打磨机位置后,安装DFC力控打磨,在力控打磨执行器末端安装原有气动打磨机。按原有直线运动的轨迹实现柔性力控打磨,但是DFC力控打磨的柔性力控制功能使得快速移动的工件收到的打磨力在设定的力值范围内,使得原有的线性接触打磨为面接触打磨,使得不变化圆棒工件安装位置的情况下一次性力控打磨,力控打磨效率高,工件打磨后的圆度一致性好。
比起传统人工,抛光研磨机器人的优势还是很明显的,打磨抛光力控打磨来说:外观上,一致性高、光洁度好、废品率低;效率上,调试简单,能连续生产;产量上,机械产量可固化,加工时间准确到秒;精度上,系统控制精度高,误差范围小;流程上,使用标准化流水线制造,每个环节均可控制,保证品质如一。DFC打磨力控打磨安装在机器人上,使得打磨机器人实现打磨过程中的精度至高、加速能力强、刚性好等优点,打磨力控打磨直接安装在机器人末端,本体内置线与气管即插即用,无须繁琐接线,一体式结构,可长久维持无故障率。打磨力控打磨还可以使打磨机器人在打磨过程中保持原有的高性能,轻松应对3C、汽车、家具、家电、厨卫、航空航天、运动用品、新材料新能源等领域的智能力控打磨解决方案。大儒科技(苏州)有限公司为您提供力控打磨 ,有需要可以联系我司哦!

气动圆盘工具对圆棒类工件的外表面进行打磨,实际打磨时气动打磨机来回移动,圆棒工件旋转移动,气动打磨机与圆棒工件之间线接触的打磨,要想打磨圆棒工件的整个外圆周,圆棒工件不但要进行轴线移动,还需要径向的调整位置,专机打磨的刚性接触使得打磨效率低,圆度不一致的缺陷,有待于改善。DFC力控打磨安装在客户现有打磨专机上,保持圆棒匀速旋转通过滚筒线,在原有气动打磨机位置后,安装DFC力控打磨,在力控打磨执行器末端安装原有气动打磨机。按原有直线运动的轨迹实现柔性力控打磨,但是DFC力控打磨的柔性力控制功能使得快速移动的工件收到的打磨力在设定的力值范围内,使得原有的线性接触打磨为面接触打磨,使得不变化圆棒工件安装位置的情况下一次性力控打磨,力控打磨效率高,工件打磨后的圆度一致性好。大儒科技(苏州)有限公司是一家专业提供力控打磨 的公司,有想法的不要错过哦!重庆官方力控打磨值得推荐
力控打磨 ,就选大儒科技(苏州)有限公司,让您满意,有想法可以来我司咨询!厦门精密力控打磨来电咨询
铸件去毛刺去毛刺机器人工作分为接触性和非接触性两类。非接触性作业如喷涂和弧焊,这类机器人对轨迹位置控制精度的要求不高,但对于接触式作业,比如装配、打磨,如果还是按照传统的位置控制的话,就会出现偏差,导致容易导致过磨削或欠磨削。由此,我们不得不提到柔顺控制,柔顺控制也分为主动型和被动型,铸件去毛刺常用被动型柔顺控制。在机器人末端会添加一个柔顺机构,当末端执行器与工件发生接触时,末端柔顺执行器能够调整机器的运动轨迹,从而实现力控。如常用的弹簧(橡皮)浮动和气浮动力控打磨头,当接触力过大时,打磨头会远离工件的方向进行偏移运动,当接触力过小时,打磨头会靠近工件方向运动,从而实现衡力打磨。而闭环控制器+浮动顺随补偿器和伺服电主轴的出现又将这种柔顺控制升级了,更好的实现了轨迹位置补偿和加工速度控制。厦门精密力控打磨来电咨询