- 产地
- 德国
- 品牌
- transfluid
- 型号
- DB630-CNC
- 是否定制
- 否
全自动弯管机基本功能的使用方法:一、先开机,先打开电源首先就是要开机,将主电源控制的电源开关打开。二、按动开机键再将主电源打开之后,再按动POWERON这个键,之后再进入主控屏,进入到主控屏之后,再按“中文”这个按钮,这是主控屏就会显示设备的一些使用说明。三、触动“帮辅启动”之后再按“帮助辅助”,这时就启动了弯管机油压系统,就开始工作了。四、再轻触“回目录”按POWEROFF在全自动弯管机工作完了之后,再按“原点复归”这个键,就将的各个系统都回到原来的位置,在按POWEROFF,就关机了。以上就是全自动弯管机在工作时的操作流程,其实是很简单的,按着这个步骤做,就能很快的使用它。综上所述,全自动弯管机基本功能的使用方法分为四个步骤:先开机,先打开电源、、按动开机键、触动“帮辅启动”、再轻触“回目录”按POWEROFF。上海特马液压设备有限公司专业从事销售Transfluid,德国弯管机,进口弯管机,全自动弯管机。欢迎广大客户来电我公司咨询购买。37 度/74 度扩口机头 不同管径对应不同扩口模具,可选规格:φ6mm, 8mm,10mm,12mm14mm,15mm, 16mm等。北京全自动数控弯管机方案
全自动数控弯管机
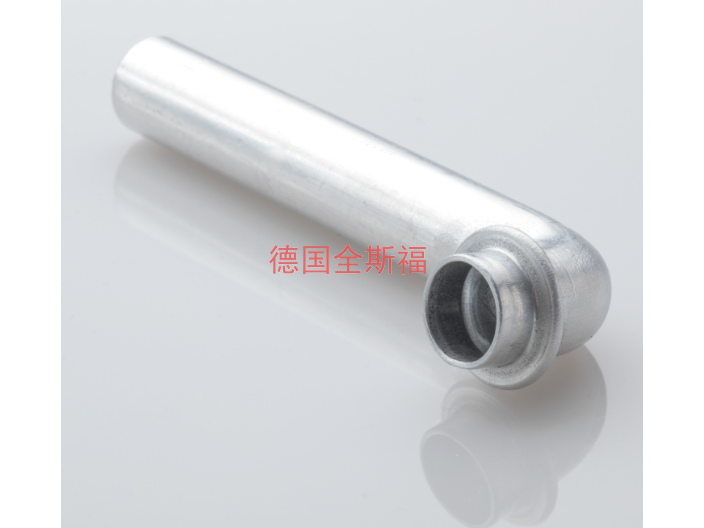
德国进口Transfluid全自动管接头弯曲设备具有成本效益的软管接头弯管设备,根据工件的规格不同,配套不同的上料系统。由于软管接头大多是机械加工,非常短,相对厚壁的密封元件(封头或软管部分)必须在任何情况下避免损坏。,由于客户需要大批量生产小尺寸的软管接头,具有成本效益的处理方案是我们高度重视的一个方面,这其中关键就是速度”。超短的循环周期和散装材料的料斗将规格在1英寸以下需要折弯的软管接头放置于容量达600升的料斗。这种方案的优点是:可以加载任意大小的管接头,从而免去针对每种规格管经特制的夹紧和上料装置。动力系统由一个强大的伺服电机或液压设备驱动,整个弯曲过程可以在极短的周期--6到7秒在内完成。特制的支撑装置可以确保工件锥面密封和软管连接在上料和弯曲过程中完好无损,内径8毫米以上的管件在弯曲过程中配置芯轴支撑从而坚决避免工件被弯曲成椭圆形。欢迎广大客户来电咨询上海特马液压设备有限公司。青海弯管成型全自动数控弯管机适用比较大管径范围碳钢管φ42mmx 4mm,φ 38*6mm 不锈钢管φ 42*3mm,38*5mm。

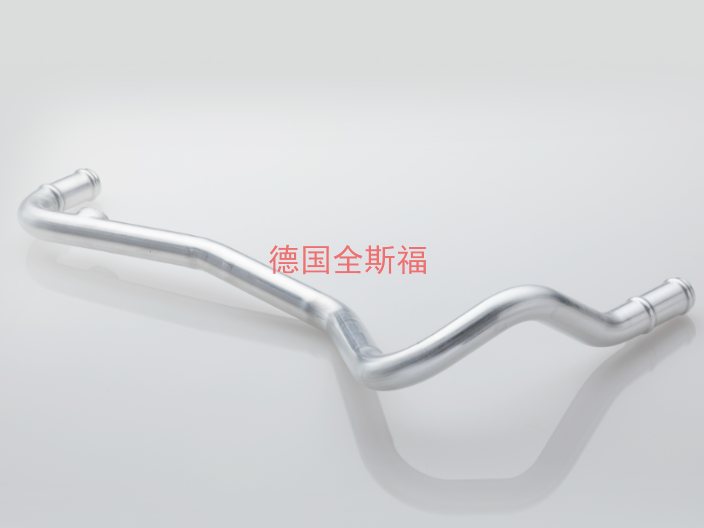
上海特马液压设备有限公司的全自动弯管单元系列主要包括自动上料架,机械手弯管机,自动下料架,已经安全防护措施组成,可以适用于各种材质金属管路冷弯成型,适用于航空航天,石油化工,轨道机车,汽车制造等行业的各种流体管件的折弯成型,可适用于左弯与右弯的双向折弯,弯曲机头集成与KUKA机械臂集成一体,可以实现同管件不同方向弯曲与不同弯曲半径自动换模自动弯曲成型,主要特点:可集成多层模具,无需人工换模具可以适用于管端成型或先焊后弯管件的全自动折弯含人工上下料功能车辆刹车管的全自动折弯航空航天小规格导管折弯换热器管件折弯其它行业小规格管件折弯。欢迎来电咨询。
高精度弯管功能弯管范围:碳钢管6mm--42mm*5mmΦ或38*5mm不锈钢管:6mm-42mm*3mmΦ或38*5mm弯管半径:2D~3D,弯管模具6mm~42mm,配套辅助模块,全套共计16套,电液控制卡套预装功能适用管径范围:6mm~42mm,强度超高,高精度卡套预装模具,德国原装6mm~42mm,全套共计20件,高精度机械式扩口功能可选择37度,SAE10度扩口模块,钢管内外去毛刺功能管径范围6--42mm3HSSedges,1HSSedge刀头液压马达驱动,额定压力200Par,附件多功能金属切割锯切割刀片规格:225*2*32mm,220齿含偏转刻度盘,0度--45度--60度含冷却装置,多角度可调,含模具柜。上海特马液压设备有限公司欢迎广大客户前来咨询购买。全自动数控弯管机操作工艺。

全斯福Transfluid纯电动高精度数控弯管机采用西门子伺服电机驱动控制,标配伺服助推功能,满足薄壁小弯曲半径导管高精度折弯要求,最小弯曲半径1*D适用管件材质包括不锈钢管,铝管,高温合金管,钛合金管,碳钢管,铜管等,标配transfluid自主开发的专业智能弯管软件T-project,可直接导入识别stp,三维仿真模拟折弯,碰撞干涉检测,并自动查找与推荐干涉解决方案,直接生成弯管程序等功能,无需专业CNC编程知识背景,即可轻松掌握设备的操作与使用。高精度系列,纯电动数控弯管机,多款机型可选,适用管件规格范围φ4mm~φ127mm可选项包括:多层模结构自由推弯功能集成一体的切割功能集成自动模具塔自动换模集成自动化上下料,无屑切割下料,平端倒角,清洁,管端成型,测量检测,尾料切割,焊缝检测等工位。中国区合作供应商上海特马液压设备有限公司欢迎广大客户来电咨询和购买。90 度扩口旋压模具不同外径与壁厚各需一件,可选范围φ6mm~42mm。弯管全自动数控弯管机专业服务
卡套预装机头φ6mm~42mm 通用。北京全自动数控弯管机方案
然后要气动系统的调试,保证气压、连杆和气动阀等气动元件的工作正常,并进行相应参数的调整。此外,还要对机床的运动轴进行检查和调试,确保各轴的行程、速度和精度等参数满足要求。调试完成机床的基本部分后,接下来需要对数控系统进行调试。数控系统是数控弯管机的重要部分,控制着机床的运动和加工过程。要进行数控系统软硬件的安装和配置,确保系统正常运行。然后,对数控系统进行参数设置和校准,如加工坐标系、工具补偿、速度和加工参数等。北京全自动数控弯管机方案
- 中国台湾特马液压全自动数控弯管机 2025-02-18
- 长宁区弯管全自动数控弯管机性能 2025-02-18
- 奉贤区数控弯管机全自动数控弯管机优势 2025-02-18
- 金山区德国全斯福全自动数控弯管机价格 2025-02-18
- 静安区弯管挤压成型机全自动数控弯管机品牌排行 2025-02-18
- 奉贤区特马液压全自动数控弯管机应用范围 2025-02-17
- 松江区特马弗莱克斯全自动数控弯管机咨询报价 2025-02-17
- 虹口区液压管件全自动数控弯管机咨询报价 2025-02-17
- 黄浦区数控弯管机全自动数控弯管机公司 2025-02-17
- 奉贤区端部成型机全自动数控弯管机 2025-02-17
- 奉贤区弯管成型全自动数控弯管机哪家好 2025-02-17
- 奉贤区国内全自动数控弯管机定做 2025-02-17