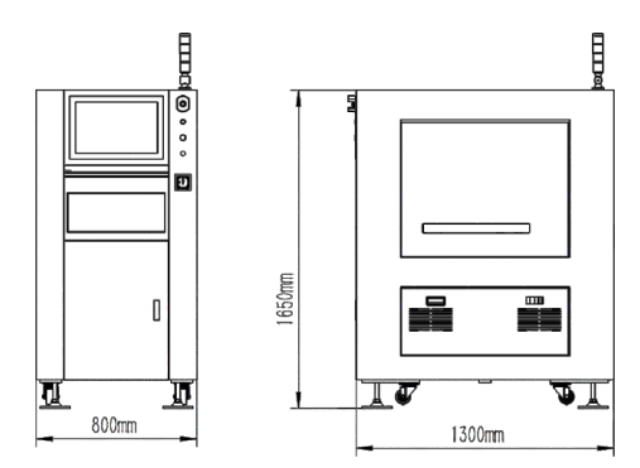
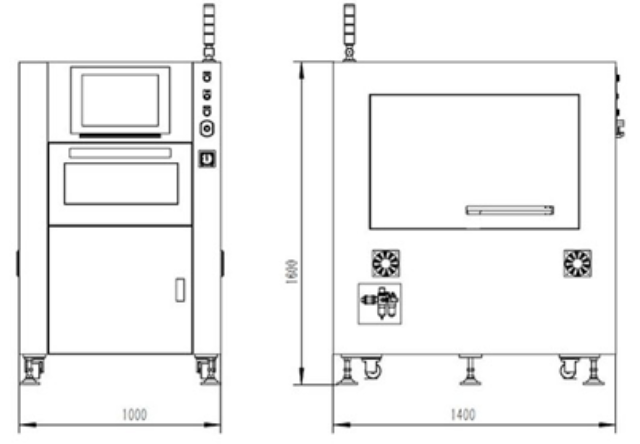
- 品牌
- GDK
- 型号
- D1
- 类型
- 全自动高速点胶机
机械装配通用技术规范5
链轮链条的装配
1链轮与轴的配合必须符合设计要求。
2主动链轮与从动链轮的轮齿几何中心平面应重合,其偏移量不得超过设计要求。若设计未规定,一般应小于或等于两轮中心距的千分之二。
3链条非工作边的下垂度应符合设计要求。若设计未规定应按两链轮中心距的1%~2%调整。
齿轮的装配
1互相啮合的齿轮在装配后,当齿轮轮缘宽度小于或等于20mm时,轴向错位不得大于1mm;当齿轮轮缘宽度大于20mm时,轴向错位不得超过轮缘宽度的5%。
2圆柱齿轮、圆锥齿轮、蜗杆传动的安装精度要求,应根据传动件的精度及规格大小分别在JB179-83《渐开线圆柱齿轮精度》、JB180-60《圆锥齿轮传动公差》及JB162-60《蜗杆传动公差》确定。
3齿轮啮合面需按技术要求保证正常的润滑,齿轮箱需按技术要求加注润滑油至油位线。
4齿轮箱满载运转的噪声不得大于80dB。
同步带轮的装配
1主从动同步带轮轴必须互相平行,不许有歪斜和摆动,倾斜度误差不应超过2‰。
2当两带轮宽度相同时,它们的端面应该位于同一平面上,两带轮轴向错位不得超过轮缘宽度的5%。
3同步带装配时不得强行撬入带轮,应通过缩短两带轮中心距的方法装配。
4同步带张紧轮应安装在松边张紧,而且应固定两个紧固螺钉。 点胶机会出现的故障以及处理方式有哪些?坪山区半导体点胶机设备价钱

点胶机的定义
1、点胶机:点胶机又称涂胶机,灌胶机,打胶机等,是专门对流体进行控制,并将液体点滴、涂覆、灌封于产品表面或产品内部的自动化机器。点胶机主要用于产品工艺中的胶水、油,漆以及其他液体精确点,灌.注、涂、点滴到每个产品精确位置,可以用动实现打点,画线,圆型或弧型.
2、点胶机适用的液体;各种溶济、粘接剂、油,漆.化学材料,固体胶等,包括硅胶、EMI导电胶、UV胶、AB胶、快干胶、环氧胶、密封胶、热胶、润滑脂、银胶、红胶、锡膏、散热膏、防焊膏、透明漆、螺丝固定剂,木工胶、厌氧胶、亚克力胶、防磨胶、水晶胶、灌注胶、喇叭胶、瞬间胶、橡胶,油漆、搪瓷漆、亮漆、油墨、颜料等
3、点胶机应用领域:点胶机适用于工业生产的各个领域:手机按键、印花、开关、连接器、电脑、数码产品、数码相机、MP3、MP4、电子玩具、喇叭、蜂鸣器、由子元器件、集成电路、电路板、LCD液晶屏、继电器、扬声器、晶振元件、LED灯、机壳粘接、光学镜头、机械部件密封 光明区在线式点胶机设备厂家点胶机的基本知识,欢迎来电咨询。

点胶机会出现的故障以及处理方式
1.胶嘴堵塞:胶阀或针头没有完全清洗,胶水里面杂质混到一起,堵塞孔隙或者不相容的胶水混合,也会导致胶嘴少或无胶点。解决方法:更换干净的针头,更换质量更好的胶,胶阀要及时清理。
2.胶阀滴胶漏料:点胶机使用的胶阀针头的直径过小,而过小的针头又会影响到胶阀使用时的排气泡动作,从而影响液体流动,造成背压导致排胶停止后不久就开始滴胶。解决方法:更换较大的针头,或者增加回吸的功能,胶阀关闭后液体内的空气会滴落。比较好提前排除液体内的空气,或在使用前将胶水离心或者静置去泡。
3.流速太慢:点胶机液体传输管道过长,导致管口的气压流失不稳,从而点胶流速过慢。解决方法:将点胶机管道从1/8改为1/4,如无特殊要求,流动管道越短越好。还要调节出胶口和气压,加快流速。
4.流体内有气泡:点胶机由于进给主压力过大,工作时开阀时间太短,也会将空气排进液体。解决方法:降低进给流体的压力,使用锥形鲁尔针头。
5.出胶大小不一致:点胶机储存流体的压力泵或进给压力不稳定,导致出胶不均匀,尺寸不一致。解决方法:应避免使用压力介于压力表中的低压部分。胶阀的控制压力至少要有60psi,才能确保出胶的稳定性。
使用点胶机有哪些应该注意的事项?(2)
④针头与PCB板间的距离不同的点胶机采用不同的针头,有些针头有一定的止动度。每次工作开始应做针头与PCB距离的校准,即Z轴高度校准。
⑤胶水温度一般环氧树脂胶水应保存在0--5℃的冰箱中,使用时应提前1/2小时拿出,使胶水充分与工作温度相符合。胶水的使用温度应为23℃--25℃;环境温度对胶水的粘度影响很大,温度过低则会胶点变小,出现拉丝现象。环境温度相差5℃,会造成50%点胶量变化,对于环境温度应加以控制。环境的温度也应该给予保证,湿度小胶点易变干,影响粘结力。
⑥胶水的粘度胶的粘度直接影响点胶的质量。粘度大,则胶点会变小甚至拉丝;粘度小,胶点会变大进而可能渗染焊盘。点胶过程中应对不同粘度的胶水选取合理的背压和点胶速度。
⑦固化温度曲线对于胶水的固化,一般生产厂家已给出温度曲线。在实际应尽可能采用较高温度来固化,使胶水固化后有足够强度。
⑧气泡胶水一定不能有气泡。一个小小气就会造成许多焊盘没有胶水;每次中途更换胶管时应排空连接处的空气,防止出现空打现象。以上各参数的调整,应按由点及面的方式,任何一个参数的变化都会影响到其他方面,同时缺陷的产生,应对可能的因素逐项检查,进而排除。 点胶机的基本知识2点胶设备调试。

自动化点胶机的发展与市场趋势
工业进程的出现改变了生产力的方式和效率,机械代替人工让社会产生了翻天覆地的变化,电气化更近一步,让机械可以超越人力,在传统生产流水线中引入自动化设备,极大的解放了人力,提高了效率,保证了品质。
中国工业进入21世纪,社会的发展,消费水平的提高,促使工业向更高要求品质延伸,人力成本的上升也加快了制造型企业转型,智能制造的概念越来越被企业管理者所接受。伴随电子行业的蓬勃发展,深圳点胶机企业数量占据全国企业总量一半以上,21世纪初,国产点胶机开始出现在大众视野,并以性价比优势不断扩展市场份额,直至近几年反超进口品牌。
现今,国内点胶机企业接近一千家,大部分集中在珠三角地区,在具体产品运用方面,绝大多数点胶工艺场合均有适合的产品出现,特别是单组分点胶,技术已经极为成熟,并能保证高度自动化和高精度要求;技术方面,通用点胶阀已经基本实现全供应链国产化,高精高速点胶领域还需要继续突破。在智能制造和工业物联网方面,得益于中国的信息网络基础建设,以及市场需求,点胶产品已经在一定程度上超越进口品牌点胶机。 精密点胶机的关键工艺点。福田区半导体点胶机原理
视觉点胶机CCD视觉自动点胶机具有良好的视觉点胶控制系统。坪山区半导体点胶机设备价钱
机械装配通用技术规范7
气动元件的装配
1 每套气动驱动装置的配置,必须严格按照设计部门提供的气路图进行连接,阀体、管接头、气缸等连接时必须核对无误。
2 总进气减压阀按照箭头方向进行进出口连接,空气过滤器和油雾器的水杯和油杯必须竖直向下安装。
3 配管前应充分吹净管内的切削粉末和灰尘。
4 管接头是螺纹拧入的,如果管螺纹不带螺纹胶,则应缠绕生料带,缠绕方向从正面看,朝顺时针方向缠绕,不得将生料带混入阀内,生料带缠绕时,应预留1个螺牙。
5 气管布置要整齐、美观,尽量不要交叉布置,转弯处应采用90°弯头,气管固定时不要使接头处受到额外的应力,否则会引起漏气。
6 电磁阀连接时,要注意阀上各气口编号的作用:P:总进气;A:出气1;B:出气2;R(EA):与A对应的排气;S(EB):与B对应的排气。
7 气缸装配时,活塞杆的轴线与负载移动的方向应保持一致。
8 使用直线轴承导向时,气缸活塞杆前端与负载联接后,在整个行程中,不得有任何的别劲存在,否则将损坏气缸。
9 使用节流阀时,应注意节流阀的类型,一般而言,以阀体上标识的大箭头加以区分,大箭头指向螺纹端的为气缸使用;大箭头指向管端的为电磁阀使用。
坪山区半导体点胶机设备价钱
深圳市和田古德自动化设备有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在广东省等地区的机械及行业设备行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**和田古德自动化设备供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!
全自动点胶机使用时的要点启动机器前,检查电源和电压是否稳定。开机后,应该注意机器是否发出异常噪音。1.打出胶点的直径是到产品间距的一半,贴完产品后胶点的直径应为胶点直径的1.5倍2.点胶压力背压过大就容易造成溢出和胶水过量问题;如果压力太小将会有间歇的点胶和泄漏,从而造成缺陷。可根据相同质量的胶水结合工作的环境温度来选择压力。环境温度太高会降低胶水的粘度并提高其流动性。3.实际上,针的内径应该是胶水分配点直径的1/2。在打胶时,点胶的针头要根据电路板上焊盘的贴服尺寸来进行选择针头大小,不同尺寸点胶的焊盘要选择口径不同的针,从而可以保证打出的胶点的质量,可以提高生产效率。4.针距印刷电路板不同的...
- 盐田区半导体点胶机生产厂家 2025-04-30
- 广东点胶机按需定制 2025-04-30
- 盐田区多功能点胶机设备厂家 2025-04-30
- 深圳高速点胶机功能 2025-04-29
- 直销点胶机按需定制 2025-04-29
- 盐田区销售点胶机生产厂家 2025-04-29
- 深圳直销点胶机保养 2025-04-29
- 高精密自动点胶机的参数设置 2025-04-28
- 拌胶机 2025-04-28
- 精密点胶机设备厂家 2025-04-28







- 惠州多功能SPI检测设备市场价 05-06
- AOI检测教程 05-06
- 江门镭雕激光雕刻机参数 05-06
- 江苏电子产品激光镭雕机 05-06
- 云浮高速AOI检测设备价格行情 05-06
- 射频激光镭雕机多少钱 05-06
- 四川激光镭雕机费用 05-06
- 广东绿光激光镭雕机费用 05-06
- 茂名自动化SPI检测设备 05-06
- 四轴联动激光镭雕机图片 05-05