燃爆危险:本品助燃,有毒。皮肤接触:脱去污染的衣着,用肥皂水和清水彻底冲洗皮肤。眼睛接触:提起眼睑,用流动清水或生理盐水冲洗,并及时就医。吸入:迅速脱离现场至空气新鲜处。保持呼吸道通畅。如呼吸困难,给输氧。如呼吸停止,立即进行人工呼吸。就医。食入:用水漱口,给饮牛奶或蛋清,并及时就医。危险特性:无机氧化剂。遇可燃物着火时,能助长火势。受高热分解,产生有毒的氮氧化物。灭火方法:采用水、雾状水、砂土、二氧化碳灭火。旋风铣是一种高效的螺纹加工数控机床,能够实现高效、高精度的加工。常州节能旋风铣哪里好
旋风铣焊接刀裂纹形成的机理及类型:加热对硬质合金形成裂纹的影响。硬质合金刀片与钢(刀杆)的热膨胀系数相差较大,而且合金的导热性能也较刀体材料差,若在焊接时快速加热会产生很大内应力,促使刀片在焊接层处热应力过大导致刀片崩裂。因此焊接温度控制在约大于焊料溶点30~50℃。选用的焊料其熔点应低于刀杆熔点60℃,焊接时火焰应由下向上均匀加热慢慢预热进行焊接,因此要求刀槽与刀片焊接面形成一致。局部过热会使刀片本身或刀片与刀杆的温差较大的(大与厚的刀片更为严重),热应力将使刀片刃口崩裂。所以要求预热时先对刀杆预热,若刀片与刀杆一起加热应前后左右往返移动火焰进行加热,这样可避免热量集中造成局部过热而产生裂纹南京螺纹套旋风铣工艺它可以进行多轴加工,实现复杂零件的加工。

螺纹加工主要是采用的螺纹车刀车削螺纹或采用的是丝锥,扳手工艺攻丝及套扣等方法。随着中国数控旋风系铣加工技术的发展,使得更加先进的螺纹加工方式—螺纹的数控铣削得以实现。螺纹铣削加工主要采用数控撞,铣类机床或加工中心。对于小直径(<20mm)常用攻丝,套扣等方法来加工;对于材质硬度高,孔数较多的大型精密非标准内螺纹的加工,用这些传统的加工方法则比较困难。对于螺纹旋风铣削加工方法,则很好地解决了用传统方法难以加工的大型精密内螺纹的加工问题。它可严格控制中径公差、减小或消除刀具切削时对牙型的干涉,提高了被加工螺纹的精度,并且加工效率高。
旋风铣的实现方式包括旋风铣专机、普通车床加旋风铣刀座、瑞士型走心机加旋风铣刀座三种方式,其各自具有不同的优缺点。旋风铣专机加工精度比较高,加工范围也很广,但需要购买专门的设备,投资较大。而且这种设备加工柔性差,不具备走心机的后续车铣和钻孔等一系列其他加工的能力,在走心机旋风铣动力刀座出现以后,旋风铣专机已经被完全淘汰出局。普通车床加旋风铣刀座的方式是国内改造出来的方式,优点是投资小,但缺点也比较明显,只能加工大的丝杠类零件,不能加工接骨螺钉等微型零件,而且精度也较差旋风铣在加工过程中可以实现粗精加工一次完成,减少了加工时间和成本。

CYN系列内旋铣削器特点:铣头采用整体铸造箱体双支撑结构,动平衡稳定性更好;铣头采用内置同步带轮,传动平稳,消除皮带外置及三角带打滑崩刀现象;头传动端盖采用迷宫式压紧机构,密封更好;铣头刀盘刀具机夹式刀具和焊接式刀具均可通用;铣头电机后置,主轴喇叭口设计,结构紧凑,加工螺纹范围更广;本产品在不改变车床结构、性能和用途的基础上,高速铣削加工各种公制、英制、模数、径节制外螺纹和内螺纹,是各类机械加工企业的优先产品旋风铣的控制系统稳定可靠,可以保证长时间的正常运行。直销旋风铣欢迎咨询
旋风铣是一种先进的数控机床,是现代制造业中不可或缺的重要设备之一。常州节能旋风铣哪里好
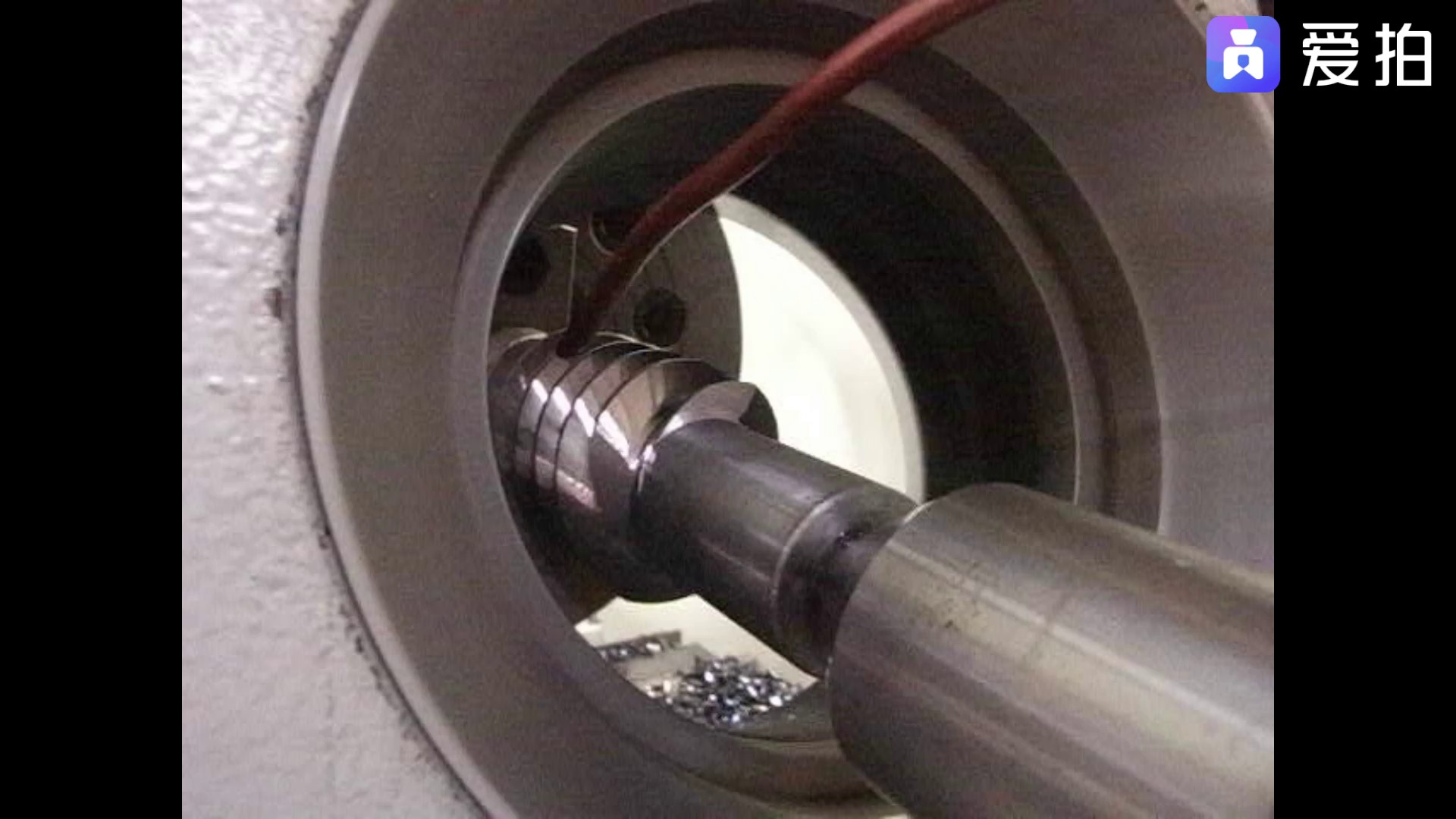
内切式旋风铣的作用优势:内切式旋风铣刀盘包裹着零件切削,由于旋风铣刀具切削过程中包络行程长,切削量大,切削力较外切削旋风铣相对效率高,光洁度高。所以内切式旋风铣适合螺纹精度加工。旋风铣与车床配套后在加工过程中需要完成五个加工运动:刀盘带动硬质合金成型刀高速旋转(主运动)。车床主轴带动工件慢速旋转(辅助运动)。旋风铣根据工件螺距或导程沿工件轴向运动(进给运动)。旋风铣在车床中拖板带动下进行径向运动(切削运动)。旋风铣在一定角度范围内还有螺旋升角调整的自由度。常州节能旋风铣哪里好