CY270-800数控螺杆转子旋风铣床专门应用石油的行业:长深井泵单螺杆抽油泵的转子加工。螺杆泵转子加工范围:加工直径180mm,加工长度8000mm;机床床身采用了重载矩形导轨;工作台采用高精密齿条传动,精度高、刚性强、结构紧凑;机床主轴箱采用零背隙双导程涡轮副结构,正逆向切削无窜刀现象;旋风铣削头采用卧式创新设计,重心低,刚性强,刀盘主轴两侧空间大,前后分别安装自定心液压跟刀装置,提高工件加工的刚性和精度;主切削电机15KW动力强劲。螺杆转子加工单次切削深度40mm,进给量120mm/分钟,转子表面粗糙度Ra0.8-1.6;加工效率是国内螺杆铣床6-10倍,较同类型国外机床提高2-3倍;机床刀盘主轴应用自动定向技术,可实现自动快速退刀;对于普通材料(不锈钢除外)采用绿色加工技术-----干式切削法,既节能环保,铁屑利用率也高;机床采用了自清洁排屑设计,自动收集清理铁屑旋风铣的加工过程中,产生的噪音小,对环境污染小。常州直销旋风铣工艺
内切式旋风铣的作用优势:内切式旋风铣刀盘包裹着零件切削,由于旋风铣刀具切削过程中包络行程长,切削量大,切削力较外切削旋风铣相对效率高,光洁度高。所以内切式旋风铣适合螺纹精度加工。旋风铣与车床配套后在加工过程中需要完成五个加工运动:刀盘带动硬质合金成型刀高速旋转(主运动)。车床主轴带动工件慢速旋转(辅助运动)。旋风铣根据工件螺距或导程沿工件轴向运动(进给运动)。旋风铣在车床中拖板带动下进行径向运动(切削运动)。旋风铣在一定角度范围内还有螺旋升角调整的自由度。佛山螺纹旋风铣特点旋风铣具有高速切削的特点,可以减少加工时间和切削力,提高了加工效率和精度。

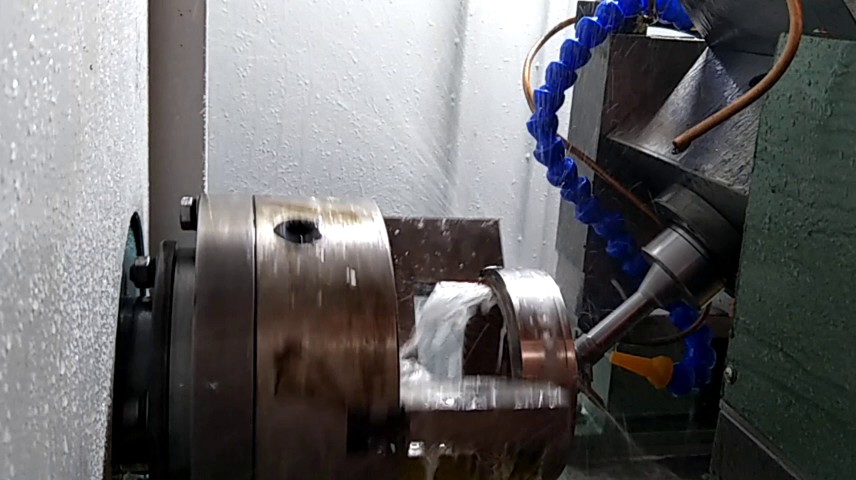
以外旋铣工艺为例,加工工具为内侧置刀片的铣刀环,即铣刀位于刀盘内侧。加工时离心刀盘以高转数围绕工件旋转,工件则以较慢速度绕轴心转动。刀盘以X线为轴的转角决定了螺纹的斜度,同时保证铣刀的切面与螺纹的走向一致。刀盘沿X轴的上下径向进给量决定了螺纹的深度。旋铣机可加工出不同斜度,不同深度的左、右双向螺纹。根据不同的加工要求,刀盘与加工件可沿同一方向或互为反向转动。在车床上用方料或圆料加工细长圆柱体是很不容易的,尤其是非金属材料:如碳棒、有机玻璃棒、塑科和术棒等,强度很低极易破碎和断裂生产立方氨化硼需用直径20mm碳棒,在车床上加工非常困难,所以旋风铣床可以用方料或圆料毛坯加工成各种直径的细长圆柱体。用24X24方料加工成直径20mm米长1000mm的碳棒只需用30秒钟
数控旋风铣床铣头部分铣头部分由有级变速箱和铣头两个部件组成。数控旋风铣床在操作前的准备事项有哪些?操作前必须熟悉数控铣床的一般性能、结构、传动原理及控制程序,掌握各操作按钮、指示灯的功能及操作程序,在弄懂整个操作过程前,不要进行机床的操作和调节。开动机床前,要检查机床电气控制系统是否正常,旋风铣头的制作方法,润滑系统是否畅通、油质是否良好,并按规定要求加足润滑油,各操作手柄是否正确,镇江旋风铣,工件、夹具及刀具是否已夹持牢固,检查冷却液是否充足,然后开慢车空转3~5分钟,检查各传动部件是否正常,确认无故障后,才可正常使用。程序调试完成后,必须经指导老师同意方可按步骤操作,不可以跳步骤执行。没有经过指导老师的许可,擅自操作或违章操作,成绩作零分处理,造成事故者,按照相关规定处分并赔偿相应损失加工零件前,必须严格检查机床原点、刀具数据是否正常并进行无切削轨迹仿真运行!旋风铣的冷却系统可以有效地控制加工温度,保证加工质量和精度。

为了达到钻石辊铺装机设计要求精度,首先是选择适合于制造钻石辊所需的刚性、韧性、表面处理后的耐磨性以及加工性能优良的材料,其次是选择有足够高加工精度的加工钻石辊工作母机,再次是应具有相应的检测检验手段。目前,钻石辊的装备及加工行业参差不齐,大部分厂家自己在车床上改造装备或加工,即便是加工出来了钻石辊,只能说是有了螺旋线而已,根本就不知道是否符合设计要求,更无从谈起高精的质量保证了。首先钻石辊材料和热处理工艺保证钻石辊挠度的影响;钻石辊采用合金钢材料调质先进热处理,保证材质的材料硬度及刚性,减少钻石辊的加工变形。钻石辊螺旋线的加工精度;一般而言,铺装机铺装下料主要依靠钻石辊的沟槽,而非钻石辊的间隙。钻石辊的沟槽小,间隙小,精度高,南京创远旋铣装备的数控钻石辊旋风铣床有效控制钻石辊螺旋精度分头精度0.001度,钻石辊直线度0.015mm,生产的钻石辊依靠设备保证左右螺旋沟槽深度一致,菱形面光洁一致。精密磨床磨削保证高精度。保证钻石辊辊面、轴承档的尺寸精度;精密检测手段!它可以进行高效率的切削,减少加工时间。佛山螺纹旋风铣特点
旋风铣的进给速度稳定,可以保证加工质量和精度。常州直销旋风铣工艺
旋风铣焊接刀裂纹形成的机理:刀槽形状对裂纹形成的影响,刀槽的形状与刀杆焊接面不一致或相差较大,形成封闭式或半封闭式的槽形,易造成焊接面过多和焊层过大,由于热膨胀之后收缩率不一致,也易在刀片焊接处造成应力过大,形成崩裂。在满足使用所需要的焊缝强度要求下,尽可能减少钎焊面的面积。冷却对硬质合金形成裂纹的影响,焊接中或焊接后进行冷却或急速冷却以及焊剂脱水不良,都会使刀片产生爆裂而裂纹贯通!因此要求焊料有良好的脱水性。焊后不能放在水中急速冷却,要放在石灰、石棉粉、砂子等中缓慢冷却。缓冷后在300℃左右保温6小时以上随炉冷却。常州直销旋风铣工艺