- 品牌
- GDK
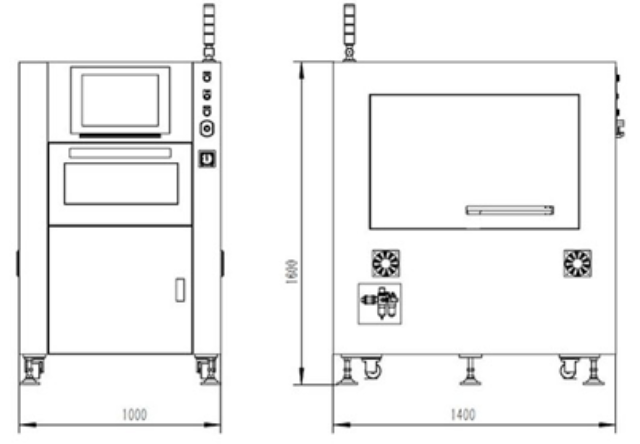
- 型号
- 锡膏印刷机
- 适用材质
- PCB板印刷锡膏
锡膏印刷机印刷偏位的原因1、线路板夹持或支撑不足,参数设置不当或PCB厚度尺寸偏差,这些因素可能导致印刷是线路板移动而发生钢网与PCB对位偏移,锡膏印刷后出现偏位。2、PCB来料尺寸偏差或一次回流后PCB变形都可能导致焊盘与钢网开孔匹配不好,网孔与焊盘不能完全对正,产生印刷偏位。3、校准程序不精细,程序设置不当,机器参数或PCB尺寸设置有偏差而导致印刷偏位。4、线路板变形,钢网开孔与焊盘对位不准,导致偏位。只有找到原因才能有解决办法,锡膏印刷机印刷偏位基本上就是上面的几种原因,针对以上原因作出相应的改善避免锡膏印刷机再次印刷偏位。锡膏图形有凹陷:锡膏图形有凹陷是指锡膏在焊盘位置上没有清晰的轮廓,锡膏凹凸不平,易造成虚焊。湛江多功能锡膏印刷机市场价

(5)刮刀宽度如果刮刀相对PCB过宽,那么就需要更大的压力、更多的焊锡膏参与其工作,因而会造成焊锡膏的浪费。一般的锡膏印刷机比较好刮刀宽度为PCB长度(印刷方向)加上50mm左右,并要保证刮刀头落在金属模板上。(6)印刷间隙通常保持PCB与模板零距离(早期也要求控制在0~0.5m之间,但有FQFP时应为零距离),部分印刷机在使用柔性金属模板时还要求PCB平面稍高于模板平面,调节后的金属模板被微微向上撑起,但撑起的高度不应过大,否则会引起模板损坏。从刮刀运行动作上看,正确的印刷间隙应为刮刀在模板上运行自如,既要求刮刀所到之处焊锡膏全部刮走,不留多余的焊锡膏,同时又要求刮刀不在模板上留下划痕。江门精密锡膏印刷机设备价钱SMT相关学科技术,欢迎来电咨询。

(3)刮刀速度刮刀速度快,焊锡膏所受的力也大。但提高刮刀速度,焊锡膏压入的时间将变短,如果刮刀速度过快,则焊锡膏不能滚动而*在印刷模板上滑动。考虑到焊锡膏压人窗口的实际情况,比较大的印刷速度应保证QFP焊盘焊锡膏纵横方向均匀、饱满,通常当刮刀速度控制在20~40mm/s时,印刷效果较好。因为焊锡膏流进窗口需要时间,这一点在印刷小间距QFP图形时尤为明显,当刮刀沿QF焊盘一侧运行时,垂直于刮刀的焊盘上焊锡膏图形比另一侧要饱满,故有的锡膏印刷机具有“刮刀旋转45°”的功能,以保证小间距QFP印刷时四面焊锡膏量均匀。(4)刮刀压力刮刀压力即通常所说的印刷压力,印刷压力的改变对印制质量影响重大。印刷压力不足,会引起焊锡膏残留(刮不干净)且导致PCB上焊锡膏量不足。如果印刷压力过大,又会使刮刀前部产生形变,并对压入力起重要作用的刮刀角度产生影响。
1、锡膏偏位:锡膏偏位是指印刷的锡膏与指定焊盘位置没有完全对中,容易造成连桥,也可能会导致锡膏印刷在阻焊膜上,从而形成锡球。造成此原因之一是PCB板支撑或没夹紧,容易导致锡膏刮刀印刷时发生钢网与PCB焊盘孔位对位偏移,锡膏印刷出现偏位。改善措施可采用多点夹紧固定PCB板;原因二是PCB来料与钢网开模出现偏差,由于钢网开孔品质不好,与pcb板的焊盘指定位置有偏差。因此需要重新精确开网改善锡膏偏位的情况。2、锡膏漏印:锡膏漏印是指焊盘锡膏覆盖面积小于开孔面积的80%,导致焊盘焊锡不足或没锡膏印刷于焊盘。锡膏漏印的原因一般有几种,一是因为刮刀速度过快,导致锡膏过孔填充不足,尤其是焊盘小,空洞微小的PCB和钢网。所以应该先降低刮刀的速度;第二种原因是分离速度太快,锡膏印刷完后,分离速度过快导致焊盘的锡膏被带走出现漏印或拉尖。操作员应将分离速度调至合理区间。第三种原因是锡膏粘度太强,粘度太大的锡膏,锡膏印刷不足以流入对应孔洞的焊盘位置。因此锡膏印刷应该选用合适的粘度锡膏。第四种原因是钢网开孔过小,同时刮刀速度快,导致下锡不足,出现锡膏漏印。因此需要通过精确钢网开孔来改善。锡粉太小,锡粉过小虽然能使下锡性能比较好,但锡膏容易成型不足,可选用锡粉颗粒大号的锡膏来改善。

钢网对SMT印刷缺陷的影响钢网对SMT印刷缺陷的影响主要来自六个方面,分别是钢网的厚度、网孔的数量——多孔或少孔、网孔位置、网孔尺寸、网孔形状、孔壁粗糙度。1、钢网的厚度会影响到是否有锡珠、锡桥、短路、多锡或少锡。2、网孔数量影响到是否存在元件立碑或元件被贴错位置。3、网孔位置会影响到是否存在锡珠、锡桥、短路、元件偏移和立碑。4、网孔尺寸影响到是否有焊锡过多、焊锡强度不足、锡桥、短路、元件移位和立碑。5、网孔尺寸影响到是否存在短路、焊锡太多或焊锡强度不足、锡珠等品质问题。6、孔壁形状会影响到是否有锡珠、短路、锡桥、焊锡强度不足、元件立碑等品质缺陷。锡膏是SMT生产工艺中至关重要的一部分,锡膏中金属粉末的大小、金属含量的分配、助焊剂的比例、回温时间、搅拌时间和锡膏的保存环境、放置时间都会影响到锡膏印刷品质。由于锡膏原因造成的下锡不良、焊接效果不好等品质问题时有发生。总结:要想控制好锡膏印刷品质的直通率,必须选择合适的锡膏并保障锡膏的存放环境和方法,严格遵守锡膏的使用流程,根据不同的产品而设计好元件的分布比例和位置,印刷不同的元件选择合适的钢网网孔形状和开口形状、网孔大小及钢网厚度等。
当印刷完成,Z型架向下移动带动PCB与钢网分离.清远销售锡膏印刷机按需定制
因为刮刀压力过大,锡膏受到挤压导致锡膏过钢网孔洞后流入相邻焊盘位置,可通过降低刮刀压力来改善此问题。湛江多功能锡膏印刷机市场价
SMT锡膏印刷标准参数(二)十一、焊盘间距=1.25-0.7MM锡膏印刷允许1.锡膏成形佳,元件焊脚锡饱满,无崩塌、无桥接2.有偏移,但未超过15%焊盘3.锡膏厚度测试合乎要求4.炉后焊接无缺陷十二、焊盘间距=1.25-0.7MM锡膏印刷拒收1.锡膏超过15%未覆盖焊盘2.偏移超过15%3.锡膏几乎覆盖两条焊盘,炉后易造成短路十三、焊盘间距=0.65MM锡膏印刷标准1.各焊盘锡膏印刷均100%覆盖焊盘上;2.锡膏成形佳,无崩塌、无偏移、无桥接现象;3.锡膏厚度符合要求。十四、焊盘间距=0.65MM锡膏印刷允收1.锡膏成形佳,无桥接、无崩塌现象;2.锡膏厚度测试在规格内;3.各点锡膏偏移量小于10%焊盘。4.炉后焊接无缺陷。十五、焊盘间距=0.65MM锡膏印刷拒收1.锡膏超过10%未覆盖焊盘;2.偏移超过10%;3.锡膏几乎覆盖两条焊盘,炉后易造成短路;十六、焊盘间距≤0.5MM锡膏印刷标准1.各焊盘锡膏印刷均100%覆盖焊盘上;2.锡膏成形佳,无崩塌现象;3.锡膏厚度符合要求十七、焊盘间距≤0.5MM锡膏印刷允收1.锡膏成形虽略微不佳,但锡膏厚度测试在规格内;2.各点锡膏无偏移、无桥接、无崩塌;3.炉后无少锡假焊现象。十八、焊盘间距≤0.5MM锡膏印刷拒收1.锡膏成型不良,且断裂;2.锡膏塌陷、桥接;3.锡膏覆盖明显不足。湛江多功能锡膏印刷机市场价
(3)刮刀速度刮刀速度快,焊锡膏所受的力也大。但提高刮刀速度,焊锡膏压入的时间将变短,如果刮刀速度过快,则焊锡膏不能滚动而*在印刷模板上滑动。考虑到焊锡膏压人窗口的实际情况,比较大的印刷速度应保证QFP焊盘焊锡膏纵横方向均匀、饱满,通常当刮刀速度控制在20~40mm/s时,印刷效果较好。因为焊锡膏流进窗口需要时间,这一点在印刷小间距QFP图形时尤为明显,当刮刀沿QF焊盘一侧运行时,垂直于刮刀的焊盘上焊锡膏图形比另一侧要饱满,故有的锡膏印刷机具有“刮刀旋转45°”的功能,以保证小间距QFP印刷时四面焊锡膏量均匀。(4)刮刀压力刮刀压力即通常所说的印刷压力,印刷压力的改变对印制质量影响重大。印刷压...
- 东莞高速锡膏印刷机设备厂家 2025-02-06
- 清远半导体锡膏印刷机设备 2025-02-05
- 锡膏印刷标准 2025-02-05
- 湛江在线式锡膏印刷机按需定制 2025-01-27
- 揭阳锡膏印刷机按需定制 2025-01-27
- 潮州精密锡膏印刷机技术参数 2025-01-27
- 广州销售锡膏印刷机设备价钱 2025-01-26
- 汕尾全自动锡膏印刷机维保 2025-01-25
- 汕尾销售锡膏印刷机按需定制 2025-01-24
- 中山销售锡膏印刷机保养 2025-01-24



- 云浮半导体锡膏印刷机功能 2025-01-21
- 清远高速锡膏印刷机服务 2025-01-21
- 惠州自动化锡膏印刷机按需定制 2025-01-21
- 自动锡膏印刷机电气部分组成 2025-01-21
- 潮州多功能锡膏印刷机设备价钱 2025-01-20
- 江门在线式锡膏印刷机生产厂家 2025-01-20



- 湛江高速SPI检测设备原理 02-06
- 杭州激光镭雕机订做厂家 02-06
- 销售SPI检测设备价格行情 02-06
- 东莞高速锡膏印刷机设备厂家 02-06
- u盘激光镭雕机出租 02-06
- 昆明激光镭雕机价格 02-06
- 福建五金激光镭雕机厂家 02-06
- 东莞全自动SPI检测设备厂家价格 02-06
- 广州镭雕激光雕刻机摆摊 02-06
- 清远半导体锡膏印刷机设备 02-05