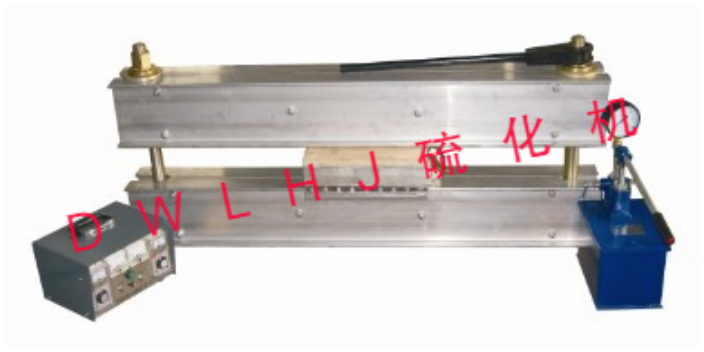
胶带接头的质量,直接影响到胶带的工作效力、使用寿命,尤其是目前长距离、度运输带更为重要,故CGLHJ型电热式胶带硫化机是目前胶带运输机械中不可缺少的辅助设备。用途:该产品使用,可适用于冶金、化工、金属矿山、电厂、港口、码头等现场胶接输送机的运输接头。在本机提供的技术参数和执行正确的硫化胶带接力强度的90%以上,不仅接头光滑,几乎与原带无异,而且能减少对滚筒的磨损和延长输送机及橡胶运输带的使用寿命。技术参数:1.硫化压力:2.硫化温度:145℃;3.硫化板表面温差:±5℃;4.升温时间(常温到145℃)不大于30min;5.电源电压:6.电控箱输出功率:36Kw;7.温度调节范围:0~200℃;8.计时调节范围:0~99min;9.上下加热板加压,不大于。 硫化机采用加热加压方式进行硫化。浙江胶带硫化机
操作流程:1、实验前,检查油箱里是否达到所需刻度,然后开机检查各部件是否工作正常,立柱(框板)是否润滑。2、预热时注意热板温度,如达不到要求,须在指导老师的指导下进行调节,严禁私自乱动。3、将模具放置热板间时应防止烫伤或压伤事故,不可在热板上升时放入模具。4、在模具装料后应置平板中间,人要站在操作台。合模后达到要求压力时,关闭电机,达不到要求须请指导老师调节,不可私自乱动。5、取模具要用铁钩,防止压伤手。开模遇有制品粘模具,敲击开模工具当心敲手,防止模具落地或砸伤脚。6、机台出现故障,必须立即切断电源,并向老师报告,严禁私自拆各部件。压坏模具,严禁私自处理。7、实验结束后切断电源,打扫卫生,经指导老师检查后填写使用记录。内蒙古胶带硫化机销售硫化机的加热室通常由电加热器或蒸汽加热器提供热源,以确保橡胶制品能够均匀受热。
作为一款运营经理的优先设备,我们的硫化机具备多项先进功能。首先,该设备采用了很新的技术,能够高效地进行硫化处理,很大提高了生产效率。其次,硫化机具备智能控制系统,能够实时监测和调整硫化过程,确保产品质量的稳定性和一致性。此外,硫化机还具备节能环保的特点,有效降低了能源消耗和环境污染。我们的硫化机广泛应用于橡胶、塑料、化工等行业,能够解决硫化过程中的诸多问题。通过使用我们的硫化机,用户可以实现产品硫化时间的精确控制,提高产品的硫化质量和稳定性。同时,硫化机还能够降低硫化过程中的能源消耗,减少废气和废水的排放,为环保产业的发展做出了积极贡献。
硫化机采用380V或660V三相电作为电热元件,以轻铝合金为主要材料制成。具有体积小、重量轻、拆装方便、温升快、温度均匀、热效率高等优点。本产品可应用于冶金、电厂、港口、化工、金属矿山等行业胶带的接头处,通过硫化机,接头光滑,无需进入,与原胶带基本相同,可减少滚筒磨损,延长输送机和胶带的使用寿命。硫化机一般由四部分组成:一夹紧机构、两控制系统、三压力系统和四加热系统。夹紧机构一般由框架和螺栓组成。控制系统由电控箱和一、二次线组成。压力系统由水压盘和试压泵组成。加热系统由加热板和隔热板组成.硫化机的加热室通常由不锈钢或碳钢制成,以确保其具有足够的强度和耐腐蚀性。

硫化机是一种用于加工橡胶的设备,通过在橡胶中引入硫化剂,使其发生硫化反应,从而提高橡胶的强度、耐磨性和耐老化性能。硫化机的主要原理是通过加热和压力作用下,硫化剂与橡胶中的双键发生反应,形成交联结构,从而使橡胶分子之间形成三维网络结构,提高橡胶的物理性能。硫化机通常由加热系统、压力系统和控制系统组成。加热系统通过加热板或加热罩对橡胶进行加热,使其达到硫化温度。压力系统通过液压缸或气压缸对橡胶施加压力,使其在硫化过程中保持一定的形状和尺寸。控制系统用于控制硫化机的加热温度、压力和硫化时间等参数。硫化机的工作过程一般包括预热、硫化和冷却三个阶段,其中硫化阶段是很关键的,需要控制好温度和时间,以确保橡胶的硫化效果。硫化机使用前需进行调试,确保设备正常运行。广西水冷却硫化机推荐
硫化机的使用可以很大提高橡胶制品的生产效率和质量。浙江胶带硫化机
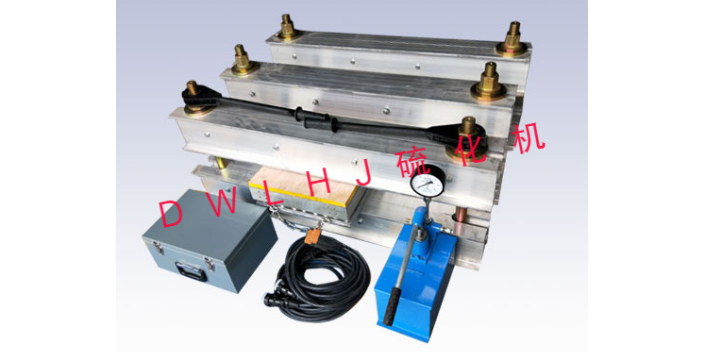
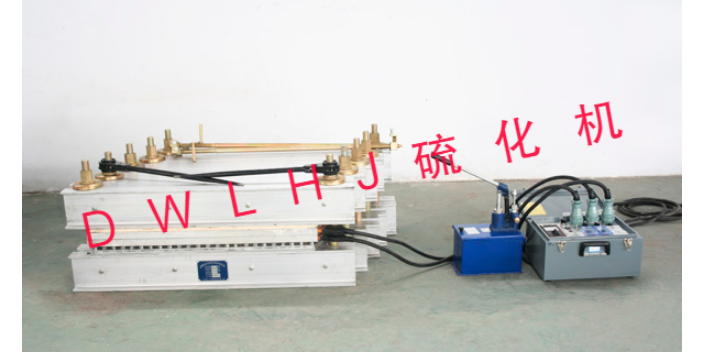
硫化机的安装1.下机架的摆放使端部对齐,机架的中心线与钢丝绳芯输送带的中心线对齐。然后放置水压板、传压板及下硫化板、硫化板的摆放以其工作面的中心线为基准,并与钢丝绳芯输送带的中心线对齐。2.待钢丝绳芯输送带胶接部位按工艺制作好后,在胶接部位的两侧用挡铁夹紧。2.再依次摆放上硫化板、水压板、及上隔热板,摆放上机架。均要求其工作面的中心线与钢丝绳芯输送带中心线对齐,装上连接螺栓,并逐个上紧。4.硫化机紧固后,分别接好高压水管及电线插头及加压泵。硫化机操作1.准备就绪后,对各部件作一次仔细检查,确认无问题后,便可给硫化机送电硫化。2.加热电源的设定温度为140~150°,开始硫化时,水压加压至1Mpa。3当硫化加热至100°时,继续加压至。4.当温度升至140~145°时,开始保温20分钟。5.保温达到时间后,硫化结束。待自然冷却至60°时,拆卸设备,完成钢丝绳芯输送带的硫化。 浙江胶带硫化机