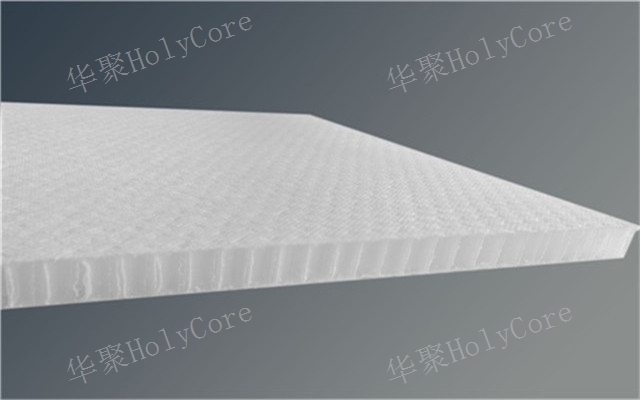
新型制造设备采用了智能模头,其内部配备了多个传感器和可调节的限流元件。传感器可以实时监测熔体的压力、流量和温度,根据这些数据自动调整限流元件,使熔体在模头内均匀分布。这保证了蜂窝板的蜂窝芯结构规整,避免了因熔体分布不均导致的蜂窝孔大小不一、形状不规则等问题,提高了蜂窝板的结构强度和稳定性。复合与热压工艺的提升:准确的复合压力控制系统:在PP蜂窝板的复合过程中,新型设备的压力控制系统能够精确控制复合压力。PP 蜂窝板,轻如鸿毛却坚如磐石,是现代材料的佼佼者。温州塑料蜂窝板批发
成型工艺的优化:先进的挤出机设计新型PP蜂窝板制造设备中的挤出机在螺杆结构和温度控制方面有重大改进。新型螺杆设计(如屏障型螺杆)能够更有效地对PP物料进行塑化和输送,使物料的塑化质量更高。同时,挤出机的温度控制系统更加准确,可在不同的挤出区域实现±1℃的温度控制精度。这确保了PP熔体的均匀性和稳定性,使得挤出的蜂窝板在厚度和密度上更加均匀,提高了产品的一致性。智能模头技术:模头是决定蜂窝板形状和结构的关键部分。徐州蜂窝车厢板定制PP 蜂窝板,以其出色的性能,在物流运输中发挥重要作用。

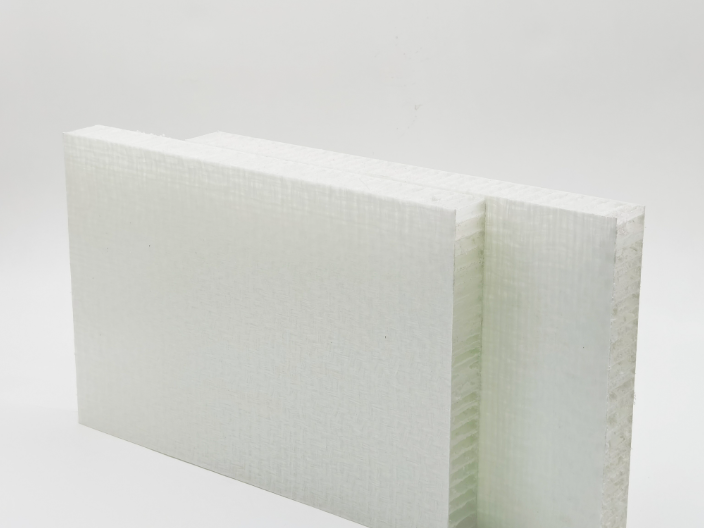
在热压过程中,要施加足够的压力以保证PP片材与蜂窝芯材之间紧密贴合。压力大小应根据蜂窝板的厚度、蜂窝芯的密度等因素来调整。一般情况下,压力范围在2-10MPa之间。压力不足会使蜂窝板内部存在空隙,降低其抗压强度和整体性能;压力过大则可能会压坏蜂窝芯结构,使蜂窝板失去应有的弹性和缓冲性能。同时,要注意压力的均匀性,避免局部压力过大或过小。时间控制:热压时间也是影响质量的关键因素。足够的热压时间可以保证PP材料之间充分融合和粘结,但时间过长可能会导致材料性能下降和生产效率降低。
热压时间通常与热压温度、压力以及蜂窝板的厚度等因素相关。一般对于厚度为10-20mm的PP蜂窝板,热压时间在5-15分钟左右。在实际生产中,需要通过试验来确定比较好的热压时间,以达到比较好的粘结效果和产品质量。模具设计与维护:模具精度模具的精度对于PP蜂窝板的尺寸精度和形状稳定性至关重要。模具的型腔尺寸应严格按照产品设计要求加工,其公差范围要控制在极小范围内,以确保热压后的蜂窝板厚度均匀、边缘整齐。同时,模具的表面光洁度要高,粗糙度应控制在较低水平,这样可以避免在热压过程中PP材料与模具表面过度摩擦,防止蜂窝板表面出现划伤等缺陷。PP 蜂窝板,以其独特优势,在包装、建筑等行业备受青睐。

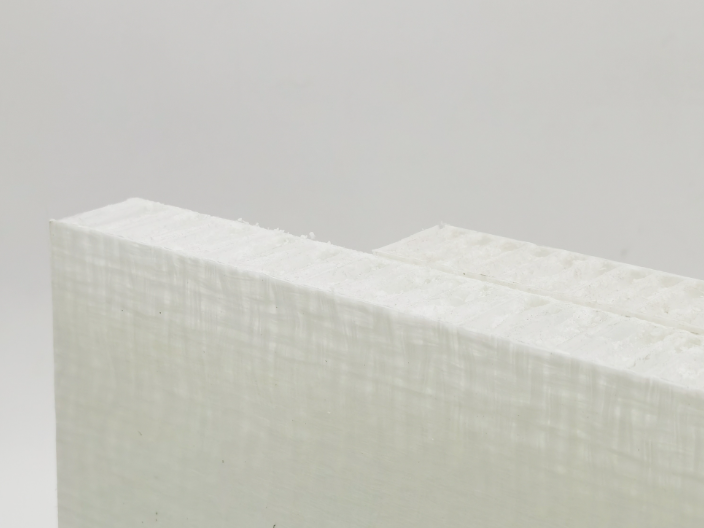
挤出速度过慢会降低生产效率,还可能使熔体在高温区停留时间过长,引起材料性能下降。因此,需要根据挤出机的性能、模头结构以及产品规格等因素,通过多次试验确定比较好的挤出速度。模具设计与优化:模头结构设计:模头是决定PP蜂窝板形状和结构的关键部件。对于蜂窝板挤出,设计具有特殊流道结构的模头,使PP熔体能够均匀地分布到各个蜂窝芯成型区域。可以采用衣架式流道模头,其流道形状类似衣架,能够在整个模头宽度方向上提供均匀的压力和流量,保证挤出的PP蜂窝板厚度均匀、蜂窝结构规整。PP 玻璃纤维蜂窝板,工艺先进,是材料创新的成果,市场潜力巨大。南京玻璃钢蜂窝板哪家好
独特的 PP 蜂窝板,为物流、家具等行业增添新活力。温州塑料蜂窝板批发
PP蜂窝板挤出成型工艺在其生产过程中占据关键地位,该工艺的优劣直接影响着PP蜂窝板的质量和性能。随着市场对PP蜂窝板品质要求的不断提高,探索挤出成型工艺的优化路径对于提高生产效率、降低成本以及提升产品质量具有至关重要的意义。原材料准备阶段的优化:PP原料的筛选与预处理:首先,要精心选择合适的PP原料。根据最终产品的性能要求,如强度、韧性、耐温性等,挑选具有合适分子量分布、熔体流动速率的PP树脂。在采购原料时,确保其纯度,减少杂质含量。温州塑料蜂窝板批发