- 品牌
- 翔喆
- 型号
- 型号齐全
- 加工定制
- 是
- 材质
- 不锈钢,冷轧钢,铸铝,钢,玻璃钢,钛合金,铸钢,铸铜,铸铁,铝,合金,防静电,复合板
重型工作台的表面处理与涂装:1.表面处理:对工作台的表面进行处理,如采用喷砂、抛丸等工艺,去除表面的氧化皮、油污等杂质,提高表面的粗糙度,增加涂层的附着力。对于一些需要高精度表面的工作台,还可能进行磨削、研磨等精加工处理。2.涂装防护:根据客户需求和使用环境,选择合适的涂装方式和涂料,如喷涂防锈漆、环氧漆、聚氨酯漆等,对工作台进行涂装。涂装可以提高工作台的耐腐蚀性、耐磨性和美观度,同时起到保护工作台表面的作用。工作台上镶嵌了一块透明的防护板,既能保护台面又便于观察下方操作。浙江机床工作台

液压升降重型工作台:汽车装配线的效率高的秘密****技术参数**:-载重2吨,升降范围50-120cm(液压缸压力25MPa);-防偏移设计:四柱同步升降系统,精度误差<2mm;-效益:某车企发动机装配线效率提升28%,工伤率下降60%。重型工作台防震设计:精密仪器装配的方案****减震方案**:-台体:50mm厚花岗岩基座(固有频率>50Hz);-支架:弹簧阻尼系统(减震效率≥90%);-实测数据:在6级振动环境下,装配精度仍保持0.01mm。模块化重型工作台:快捷组建临时生产线****重心优势**:-拼接结构:采用H型钢卡扣连接,单人10分钟完成组装;-扩展能力:支持纵向/横向无限扩展,承重均匀分布;-案例:某工程机械展现场搭建200米长装配线只需6小时。物流仓储工作台价格咨询设计标准:材质:冷轧钢(厚度≥2mm)框架承重达800kg/m²,优于铝合金(500kg/m²),需满焊+防锈处理。

重型工作台的加工制造与装配零部件加工步骤:按照设计图纸,使用数控加工中心、激光切割机、冲床等设备,对原材料进行切割、冲压、钻孔、铣削等加工工艺,制造出工作台的各个零部件。加工过程中,严格控制尺寸精度和形位公差,确保零部件的质量。部件装配:将加工好的零部件进行组装,采用焊接、螺栓连接、铆接等方式,将各个部件连接成一个整体。装配过程中,要保证各部件的安装位置准确,连接牢固,同时注意对一些关键部位进行调试和校准,如台面的平整度、水平度等。
工厂工作台维护全流程指南:6大实操步骤:**1.防锈处理**:季度性喷涂WD-40(重点覆盖焊接部位),锈蚀面积>5%需返厂翻新。2.**清洁规范**:有机溶剂用异丙醇擦拭,金属碎屑用磁性扫把清理。3.**精度校准**:模块化组件每年用激光水平仪检测(平面度误差<0.2mm/m)。4.**电气检查**:接地电阻每季度测量,防静电台面电阻值每月抽检。5.**耗材更换**:HEPA滤网每2000小时更换,离子风机钨针寿命预警设置。6.**档案管理**:建立二维码电子台账,记录维护时间与责任人。承重匹配:货架层板承重需≥工作台最大负载的 60%。

多功能维修工作台跨界设计方案****功能集成**:-**双区台面**:左侧铺5mm绝缘橡胶垫(耐压10kV),右侧安装铸铁台钳(夹持力≥5kN)。-**能源接口**:弹出式插座(220V16A)+快接气动接头(0.7MPa),支持多工具同时作业。-**照明系统**:磁吸式LED灯条(亮度3000lux,色温5000K),可360°旋转定位。**实测**:设备故障平均修复时间(MTTR)降低至35分钟。工厂工作台维护全流程指南****6大实操步骤**:1.**防锈处理**:季度性喷涂WD-40(重点覆盖焊接部位),锈蚀面积>5%需返厂翻新。2.**清洁规范**:有机溶剂用异丙醇擦拭,金属碎屑用磁性扫把清理。3.**精度校准**:模块化组件每年用激光水平仪检测(平面度误差<0.2mm/m)。4.**电气检查**:接地电阻每季度测量,防静电台面电阻值每月抽检。5.**耗材更换**:HEPA滤网每2000小时更换,离子风机钨针寿命预警设置。6.**档案管理**:建立二维码电子台账,记录维护时间与责任人。在汽车维修车间,技师可以将各种专业工具、零部件整齐地摆放在工作台的抽屉和货架上,便于取用。医药仓储工作台联系方式
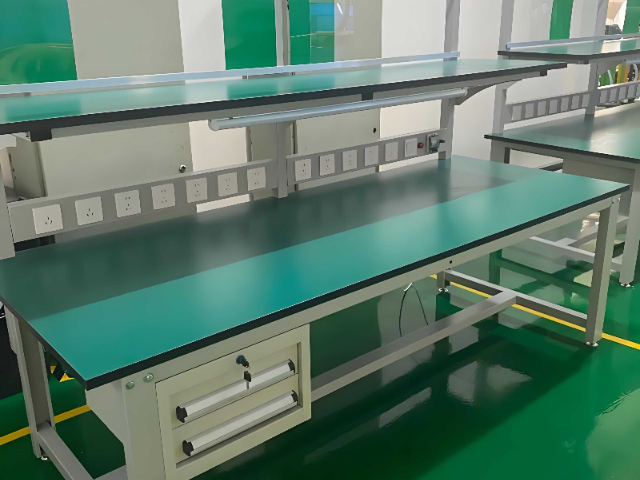
工作台的台面下方设有开放式的储物空间,可放置较大的物品。浙江机床工作台
重型工作台定制化的交货周期一般是多长?重型工作台定制化的交货周期通常受到多种因素影响,一般在2-8周左右,设计复杂度简单的重型工作台,如结构常规、无特殊功能要求的,设计时间较短,可能1-2天就能完成设计方案,交货周期一般在2-4周。若工作台结构复杂,有特殊的尺寸要求、承载要求或需要集成多种功能,如配备自动化装置、特殊的物料输送系统等,设计过程可能需要1-2周甚至更长时间,整体交货周期会延长至4-8周。若需使用特殊材料,如高强度合金钢、特殊涂层材料,或材料需从国外进口,采购周期可能长达2-3周甚至更久,交货周期则会相应延长至5-8周。如果涉及复杂的加工工艺,如高精度的数控加工、特殊的表面处理工艺,加工时间会明显增加,可能需要3-4周甚至更长。浙江机床工作台
- 广东千牛工作台官网 2025-07-08
- 哪里有工作台一般多少钱 2025-07-08
- 福建工厂流水线工作台 2025-07-08
- 河北达人工作台 2025-07-08
- 江西1688卖家工作台 2025-07-08
- 工作台网上价格 2025-07-07
- 物流仓储工作台批发价格 2025-07-07
- 物料仓储工作台 2025-07-07
- 江西旋转工作台 2025-07-05
- 上海工作台 2025-07-05
- 企业仓库工作台供应商家 2025-07-05
- 上海工厂流水线工作台 2025-07-05